



对于钢花管全网低价产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:钢花管全网低价的图文介绍
三、同城制作方法
注浆管的制作方法主要包括以下几种:
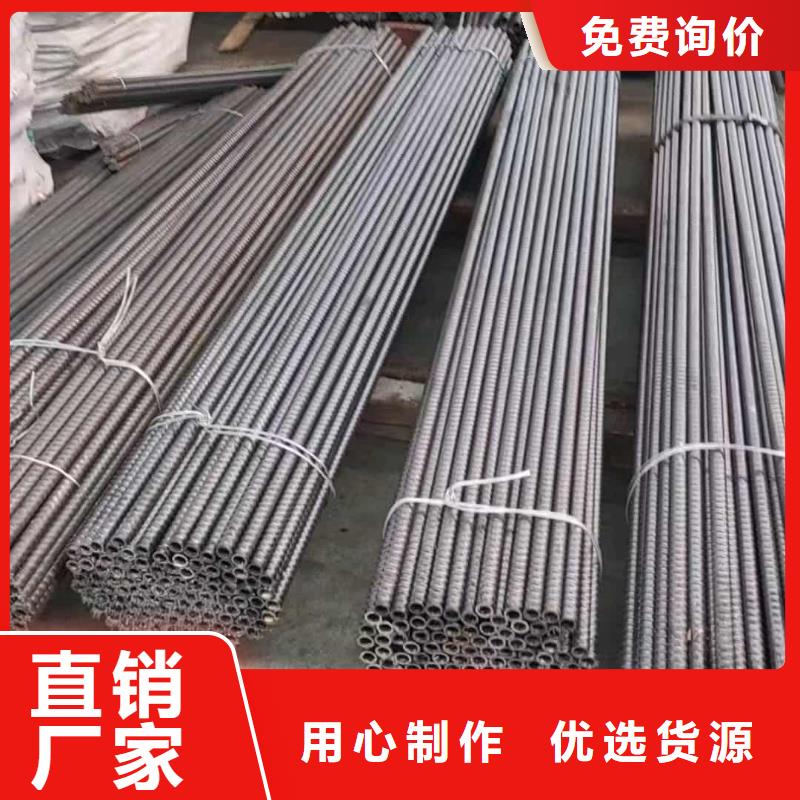
机械卷制成型法:利用精密的机械装置,将原材料通过卷曲、同城焊接等工序,地制成注浆管。这种方法生产效率高,制成的注浆管尺寸,管壁均匀,能够承受较大的注浆压力。
手工焊接成型法:依赖于工匠的精湛技艺,通过手工焊接的方式,将一片片原材料精心拼接成注浆管。这种方法虽然生产效率相对较低,但制成的注浆管在细节处理上更为精细,能够满足一些特殊地质条件下的注浆需求。
模具压制成型法:采用特制的模具,将原材料在高温高压下压制成型。这种方法制成的注浆管尺寸,表面光滑,减少了注浆时的阻力。同时,由于生产过程高度自动化,因此生产效率极高,能够满足大规模注浆工程的需求。



严禁在非焊接区域引弧,地线位置适当、附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、当地气孔、当地咬边、附近飞溅、裂纹、本地未熔合、附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。



天恒源钢铁(吴中区分公司)本着“诚实做人,踏实经营”的企业经营宗旨,坚持“以人为本,顾客至上”的企业经营理念,提倡“诚信、团结、敬业、奋斗”的企业精神文化,努力不懈地为广大群众提供优质的 高压合金管产品与真诚、专业的服务,深受广大消费者的青睐。


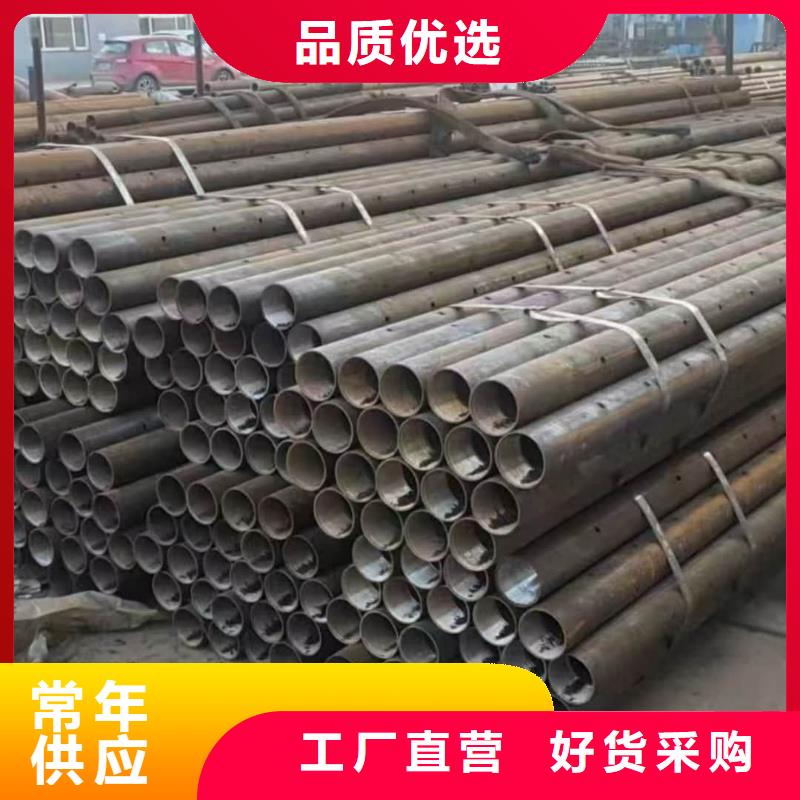
全断面注浆管分两种:一种是一次性注浆管,一种是重复性注浆管,一次性注浆管上未开设溢浆孔,重复性注浆管上开有每3厘米一个的溢浆孔。在注浆管有孔部位外面紧紧地套着抗 压力的橡胶套橡胶套覆盖着溢浆孔可以起到单向阀作用,防止注浆液回流到注浆管内。
全断面注浆管中的重复性注浆管构造注浆管为每节长90米的软质塑料管它是由PVC材料制造而成。注浆管内壁光滑有斜口外壁有加强筋以提高抗折强度。
全断面注浆管中的一次性注浆管为每节长120米的钢塑骨架钢弹簧做支撑骨架,外包裹一层无纺布滤布层。外层用尼龙丝网包裹。可适用于各种混凝土接缝内部水密封。注入浆液后,可密封接缝区域的任何缝隙及孔洞。



