




不要错过我们上传的12+4复合耐磨板生产厂家视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:12+4复合耐磨板生产厂家的图文介绍

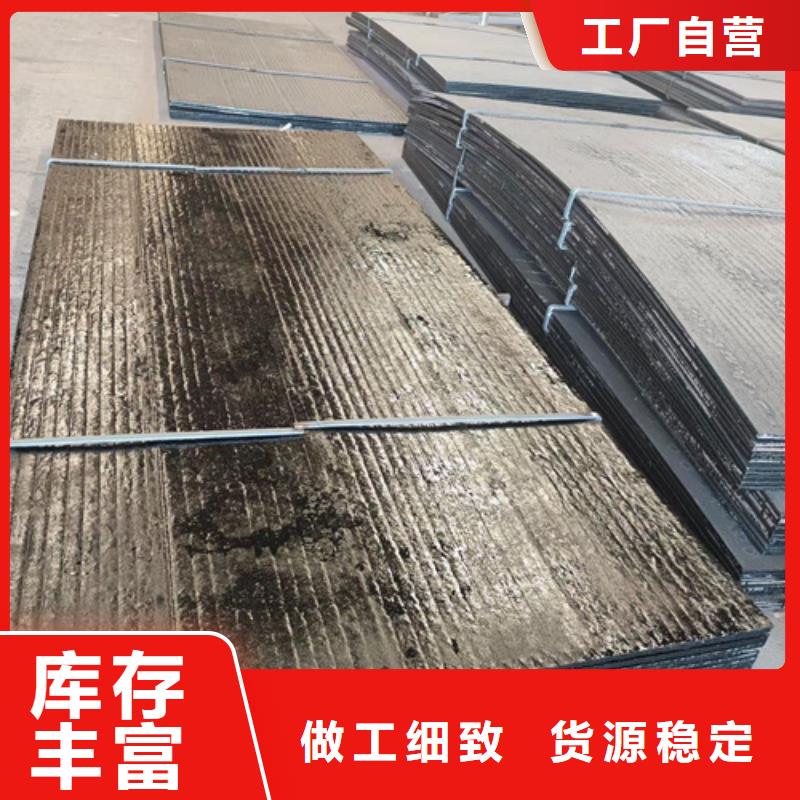
堆焊层硬度测试选用Q235作为基板,焊丝采用相同的焊丝D95、当地相同的工艺,在不同厚度δ1的基板上,堆焊不同厚度δ2的堆焊层,进行大面积(大于4.5㎡)的堆焊试验,然后对每种规格堆焊板取样进行检测,其表面硬度的平均值。板的表面硬度随着基板厚度的变化略有变化,主要是检测误差所致,但随着堆焊层厚度的增加,硬度增加较为显著;当堆焊层厚度大于4mm时,不管基板厚度如何,其表面硬度均大于57HRC,达到了板的设计要求,也满足产品对板的使用要求。6、当地结语采用明弧焊药芯焊丝堆焊生产复合钢板,与其他工艺方法相比,其工艺过程操作简单方便,堆焊层稀释率低,熔敷,板材整体变形小,堆焊面,强,再加工性能良好。利用该工艺技术生产的板产品,因其具有性能指标、当地产品质量稳定、当地生产成本较低、当地适应性强等特点,在不同的行业广泛应用,具有的市场竞争力,已经被越来越多的板生产企业采用,具有很好的社会经济效益。复合耐磨钢板


双金属钢板广泛的应用于石油、附近化工、附近机械、附近能源、附近核电等行业,生产中较易出现以下表面质量问题:1、附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家(运城市分公司)一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 35#钢板产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 35#钢板产品质量的稳定,有效地改善了环境。


