




焊管选择我们没错产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:焊管选择我们没错的图文介绍
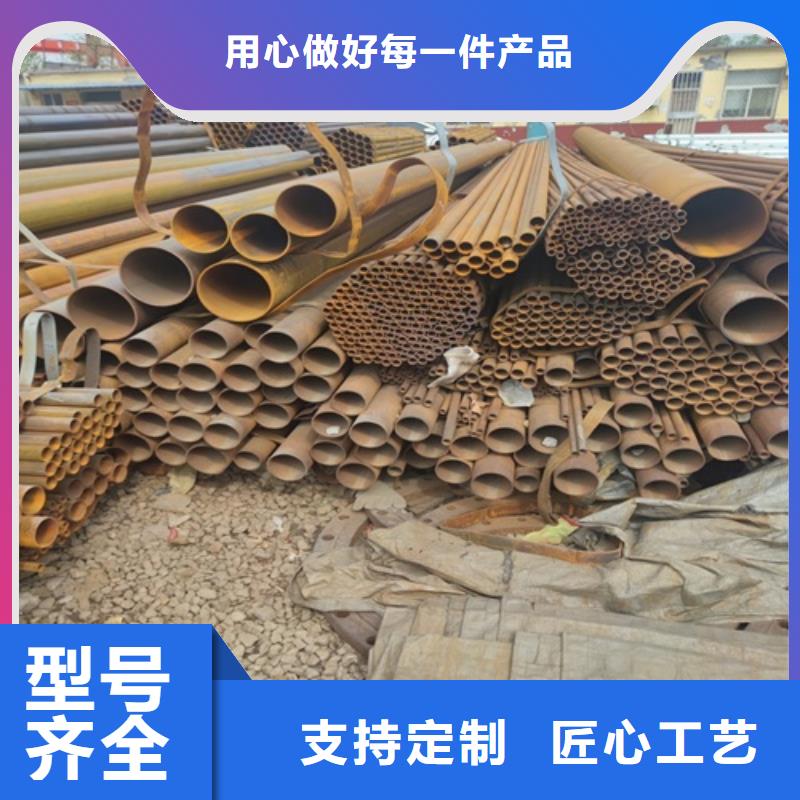
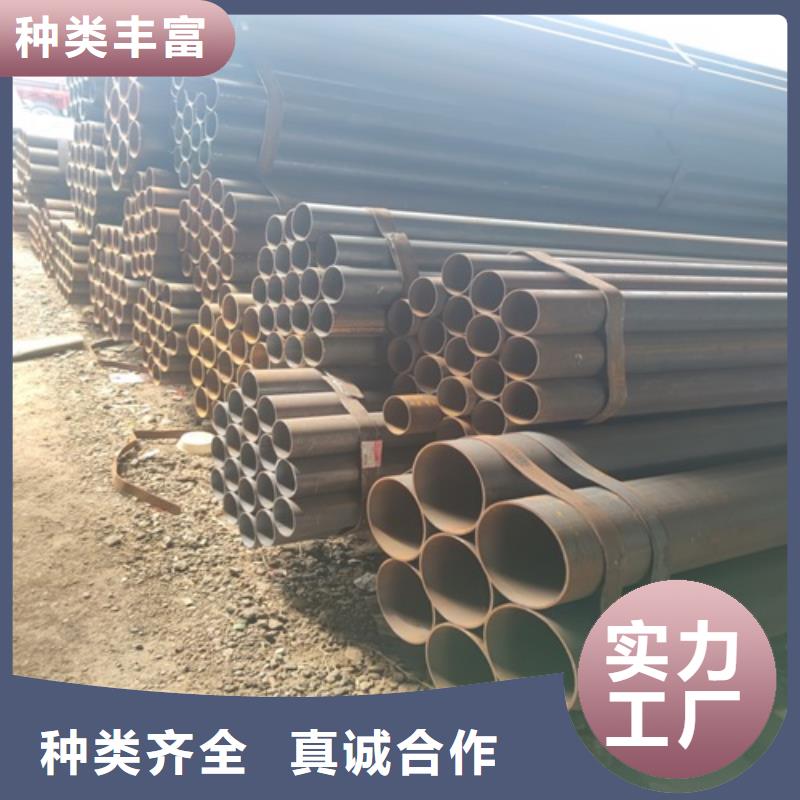
鹏鑫钢铁(阳江市分公司)位于山东聊城经济开发区武夷山路, 我公司是生产 焊管的专业厂家,拥。公司主要产品包括:[城市焊管]等。 长期以来,我们以真诚、守信、勤奋的企业精神,优良的产品及合理的价格,与广大客户建立长期的合作关系。公司产品主要销往全国各地,深受用户的信赖。公司坚持“严谨、、协作的团体精神,恒久不变的理想,永不枯竭的激情”,努力使技术更先进,制造更精良,所有环节一丝不苟,为客户提供精良产品。 我们真诚感谢众多客户多年的支持;热忱欢迎广大新老客户来图来样,订购生产,携手合作,共同发展。


小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。



精密焊管的特点工艺及用途 精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.精密焊管的主要特点。 几何尺寸,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、精密焊管的制管工艺。 1精密焊管制管工艺: 精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



Q235B焊管的断裂现象分析 Q235B焊管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 Q235B焊管的断裂情况有几种呢,根据材料破坏后的情况防腐钢管和金属材料的断裂大致相同分为三种类型,即:①解理断裂,②扎洞生反型断裂,③滑移面分离断裂。其中⑦、⑤都是剪切型断裂。 解理断裂的断面严格沿晶体中某—品面分离,该晶面称为解理面。沿这个晶面断裂时,理论断裂强度较低,且由式(1—4)确定。决定解理面的因素有比表面能y,该晶面的面间距山以及沿法线方向的弹性模量。解理断裂几乎不伴有塑性变形,是一种脆性断裂,出现在体心立方、密排六方金居中。面心立方金属一般不会发生解理断裂。对本质L属延性材料的金届,剪切断裂是其主要的断裂机制。如防腐钢管合金中的第二相颗粒对滑移起阻碍作用,增大了对塑性变形的抵抗;当塑性变形增大时,第二相颗粒与基体界面发生剥昂,产生微小洞;洞的形成、长大与合并便形成了剪切断面。 对于高纯度金属,出于不存在第二相颗粒,双金属耐磨复合钢管因此不会产:生微小孔洞、沿移的结果仅仅仗得表面积不断增大,*后形成滑移面分离的断面。防腐钢管旋压复合技术是在专用设备控制下,复压轮旋转与内衬管摩擦产生热能,迅速达到不锈钢软化点,压轮向外挤压使外管发生弹性变形,二者产生过盈配合,实现紧密结合。从金届组织学的角度看,断裂又分为穿晶断裂和沿品断裂。



小口径薄壁焊管也称小口径焊接钢管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。小口径薄壁焊管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,小口径薄壁焊管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 小口径薄壁焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 小口径薄壁焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 补充:小口径薄壁焊管是用带钢焊接的,所以在原来它的地位没无缝管高。
