


更新时间:2025-05-29 21:09:34 ip归属地:西藏,天气:多云转阵雨,温度:12-25 浏览次数:8 公司名称:聊城 鹏瑞管业(西藏分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议 |
| 小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |


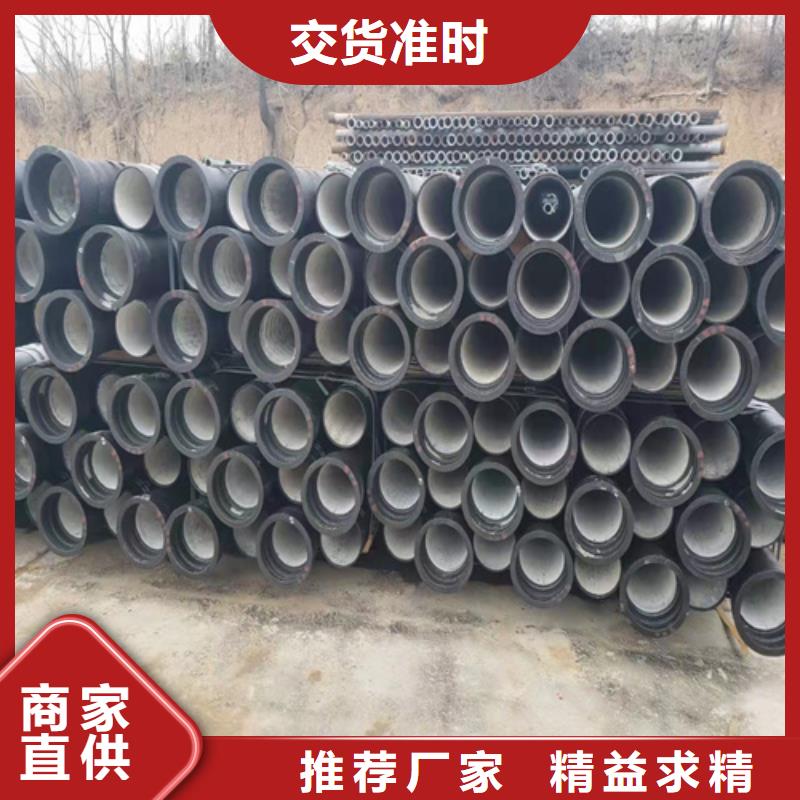

西藏柔性抗震球墨铸铁管如何选择
<西藏>鹏瑞管业有限公司


型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。4. 孕育孕育是铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的D、E型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是Ba、Ca共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。山东鹏瑞管业有限公司球墨铸铁管

球墨铸铁管接口漏水怎么办常见的漏水主要是管线接头处。原因较多,主要有以下几种因素:a、 球墨管没有装到位或是安装倾斜角度超过标准(DN80-150:5°、DN200-300:4°、DN350-600:3°、DN700-800:2°)。可检查插口处喷印的安装线,确认是否按要求安装。b、 球墨管承口椭圆,胶圈起不到密封作用。c、 球墨管将胶圈顶翻,胶圈损坏,起不到密封作用。d、 球墨管承口处有杂物粘附,未清理干净,胶圈起不到密封作用。e、 胶圈质量不好,受压后不能恢复弹性,起不到密封作用。管子或胶圈径向尺寸不合格,或不能相互配套,造成密封性差。处理办法:对上述情况应逐一进行核认,是a、c、d项者可重新正确安装,是b项者可更换合格产品或进行校园,是e、f项者更换合格产品。若不能更换时,可采用球墨哈夫节(承口用)处理。还有一种漏水是管子与管件接头处或管件本身,原因同管线接头漏水,处理办法也相同。不同点是当由于管件本身损坏造成漏水时,轻微渗水可焊接处理,严重漏水时可用水泥完全覆盖进行防护处理。
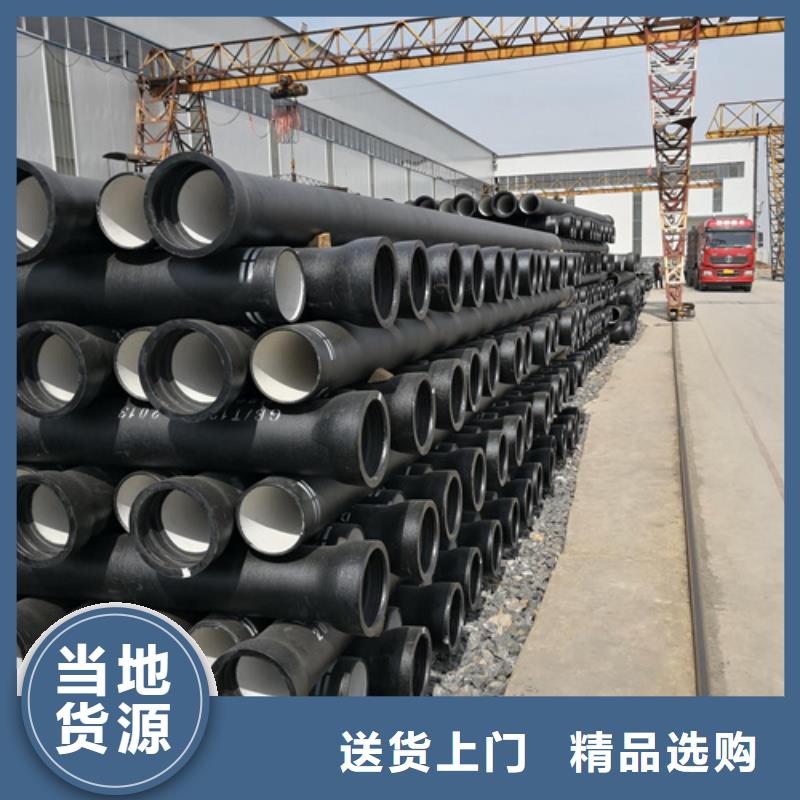
进入公司首页山东聊城鹏瑞管业有限公司主营球墨铸铁管、井盖、管件、无缝管等产品。我公司产品质量***,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。我公司常年=经营球墨管、球墨铸铁管件。球墨铸铁管管件具有铁的本质、钢的性能,防腐性能***、延展性能好,密封效果好,安装简易。企业类型有限责任公司(自然人投资或控股)统一社会信用代码690702C成立日期2010-01-19法定代表人/负责人魏广兰注册资本300万(元)注册地址聊城市开发区辽河路南营业期限2010-01-19至2060-01-18登记聊城市经济技术开发区市场监督管理局经营范围钢管、球墨铸铁管、钢板、型材、建材、五金、化工、橡胶制品的销售及进出口业务。(需许可经营的,凭许可证经营)(依法须经批准的项目,经相关部门批准后方可开展经营活动)。
<西藏>鹏瑞管业有限公司
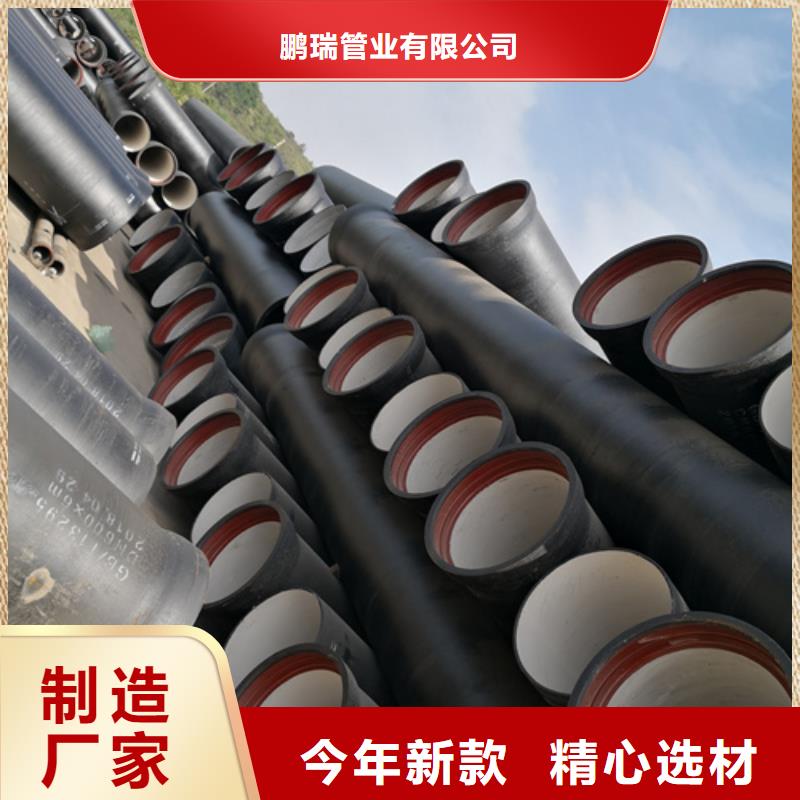
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。