




球墨铸铁管厂家流通市场活跃度降低。进入8月,随着球墨铸铁管厂家原料铁矿石价格的小幅走低,球墨铸铁管市场价格持续回落,市场成交萎缩。从区域看,六大区域销售量指数均在50%以下出现不同程度的回落。
球墨铸铁管厂家下游订单减少。8月总订单指数为43.9%,环比下降2.5个百分点,表明球墨铸铁管厂家下游需求有所放缓。其中,球墨铸铁管厂家市场活跃度降低。8月销售量指数为44.6%,较上月下降2.1个百分点,表明8月份钢贸企业销售量减少,国内订单指数44.0%,较上月下降2.3个百分点,表明8月份钢贸企业来自国内用户的订单量有所下降,下游用户需求减少。出口订单指数44.7%,环比下降4.1个百分点,显示国外需求也有所减弱。
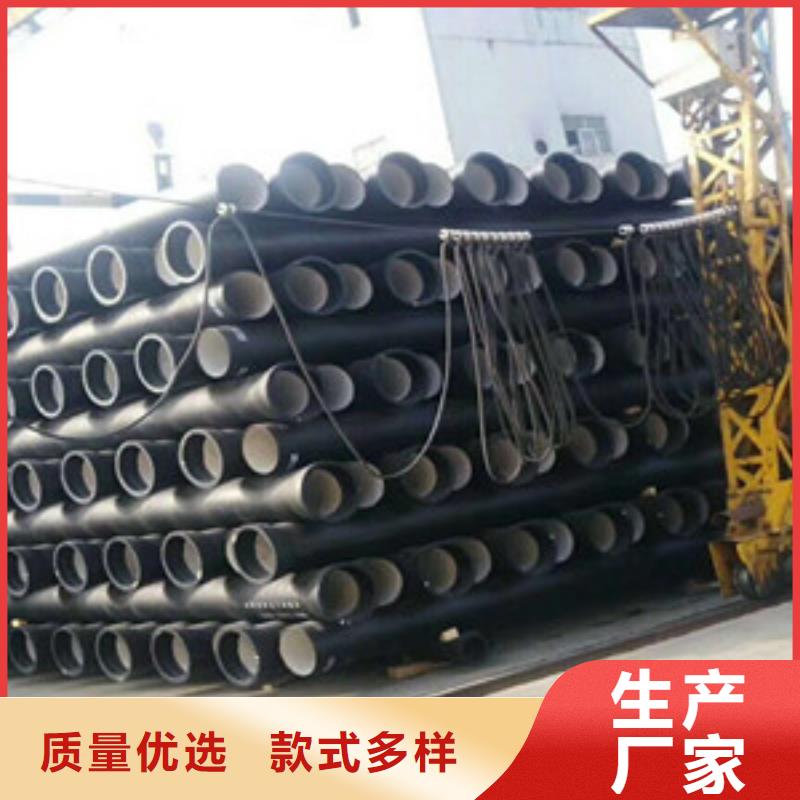
管道试压且近几年还将有几个球墨铸铁管厂建成。2000年,中国年产离心铸造球墨铸铁管达90万吨。此外,中国自行研制的水平连续铸造球墨铸铁型材生产线已通过鉴定,并已有多家企业投产。再加上中国引进的一条生产线,至2002年,中国年产球墨铸铁型材的能力达数万吨。同种资料按入库先后分别堆码,便于执行先发的准绳。露天堆放的型钢,下面需有木垫或条石,垛面略有倾斜,以利排水,并留意资料安放平直,避免形成弯曲变形。堆垛高度,人工作业的不超越2m机械作业的不超越5m垛宽不超越5m.球墨铸铁管材试验标准,试验压力为OMPa,稳压30分钟,U—PVC管轴向线膨胀系数比金属管材大,我司试压标准较规范高,试压时接口一般会滑出2-5MM,因此试压时回填土方必须达到要求的压实度,管道支墩达到设计强度,后背稳固,同时,时观察各接口,试压顺利进行,确保工程质量。
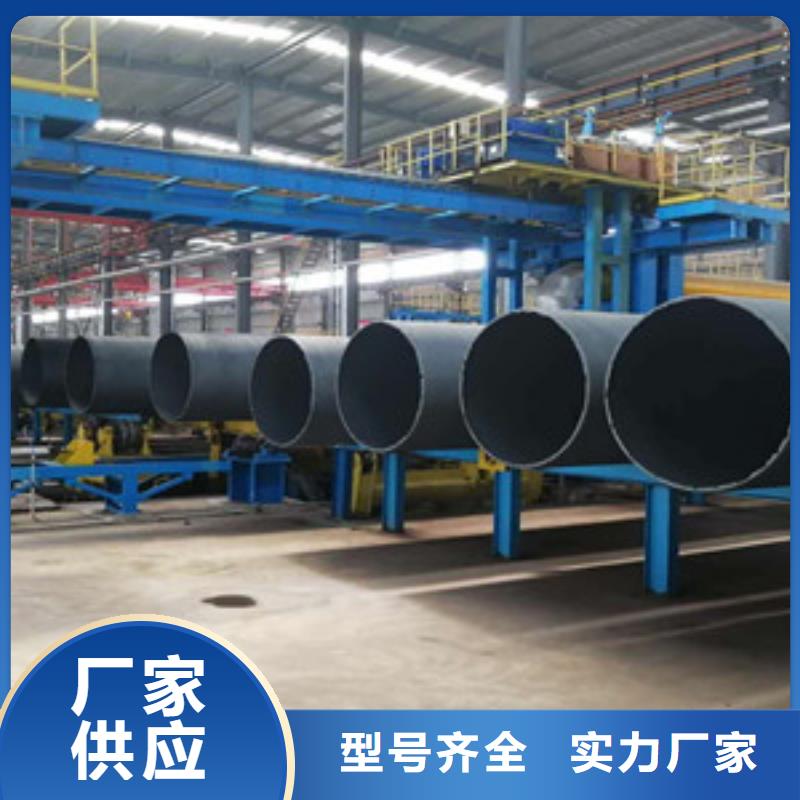
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。
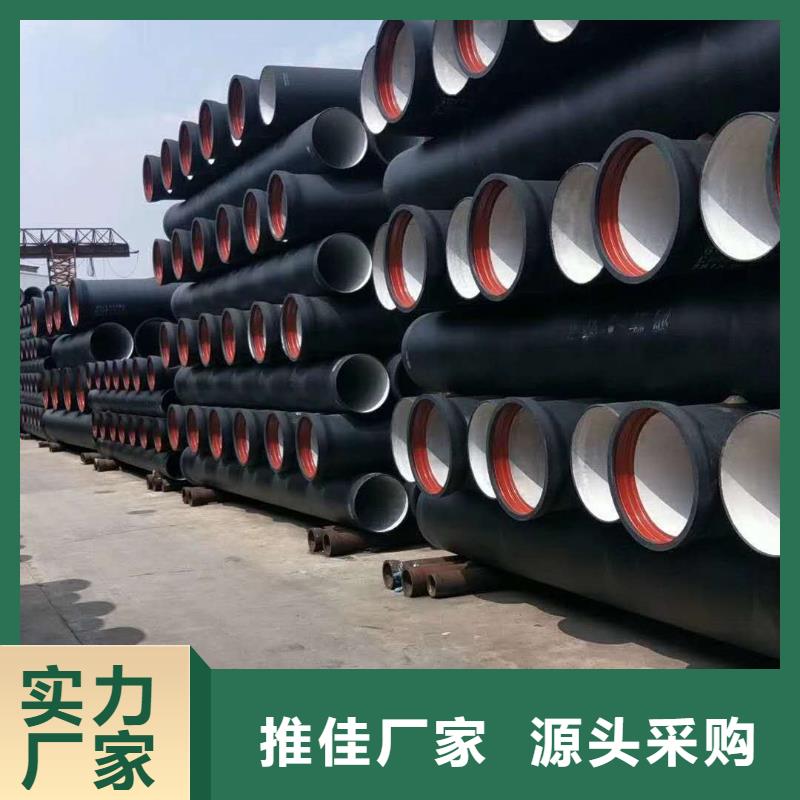
球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。球墨铸铁管管件规格型号不同、壁厚不同。