


联系我们

桥梁静电喷塑栏杆造型美观牢固展鸿护栏厂家
更新时间:2025-05-29 15:20:58 ip归属地:通辽,天气:多云,温度:17-31 浏览次数:11 公司名称:聊城 聚金属制品(通辽市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 否否 |




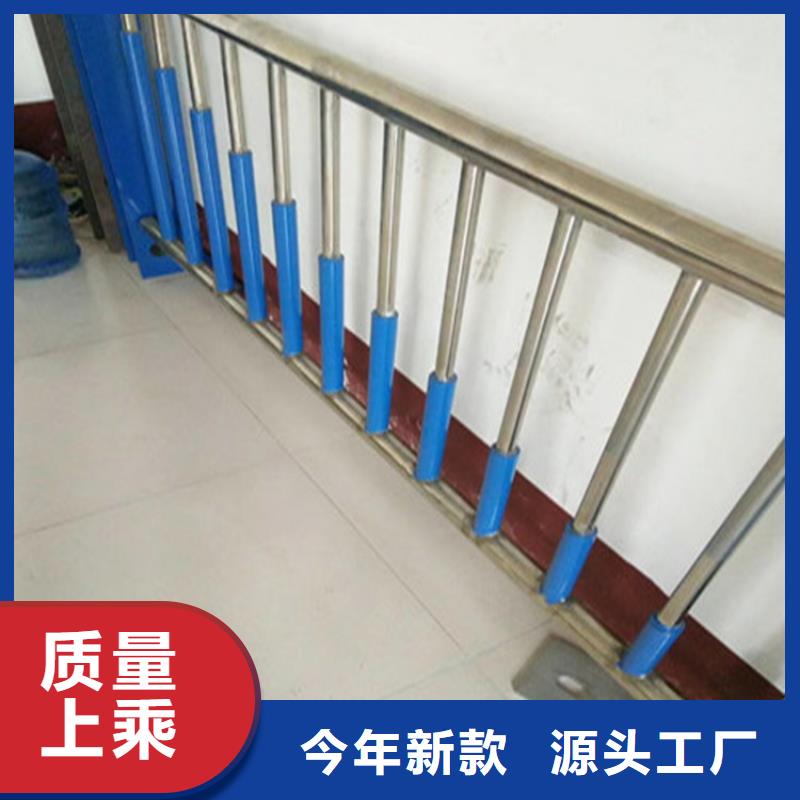





怎样通辽市政桥梁护栏的防腐质量?通辽市政桥梁护栏采用焊接编织,再用PVC粉末经高温自动生产线浸涂而成,主要用于道路中的隔离,具有颜色鲜明,美观大方,防腐防锈,不褪色,抗紫外线等优点,可选颜色很多。市政桥梁护栏可以用于内外先进的双层保护体系,可以获得非常好的附着力,涂层颜色鲜艳、色泽饱满。热镀锌桥梁护栏大大提高了市政桥梁护栏的使用寿命,同时也改善了市政桥梁护栏装饰的不足。对于焊接市政桥梁护栏时要求网眼均匀连接,立体状;横向通透,结点无焊接,整体性牢固抗剪切破坏性强;用于公路是,市政桥梁护栏隆起的梗部可有效的减轻夜间行车时对方的强烈灯光造成的眩晕感。使高速公路行车更舒适。市政桥梁护栏的网片表面处理一般为镀锌和浸塑,也可以任意选择一种,顶端盖有塑料盖或防雨帽。
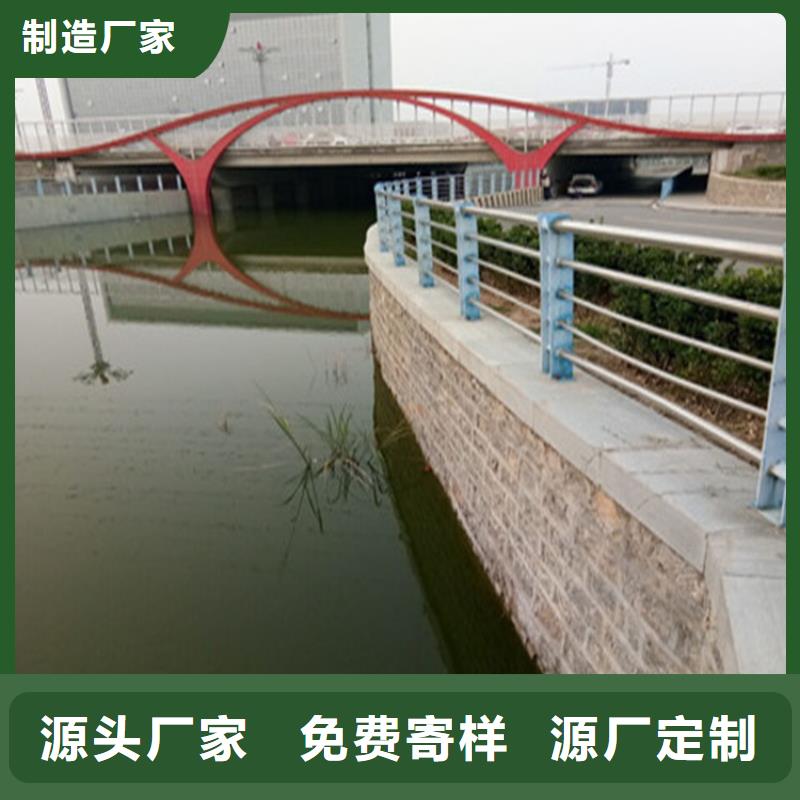
通辽热镀锌桥梁护栏不锈钢栏杆施工方法
施工准备:
2.1??材料及构配件:
2.1.1??木制扶手一般用硬杂木加工成规格成品,其树种、规格、尺寸、形状按设计要求。木材质量均应纹理顺直、颜色一致,不得有腐朽、节疤、裂缝、扭曲等缺陷;含水率不得大于12%。弯头料一般采用扶手料,以45°角断面相接断面特殊的木扶手按设计要求备弯头料。
2.1.2??塑料扶手(聚氯乙烯扶手料)系化工塑料产品;断面形式、规格尺寸及色彩按设计要求选用。
2.1。3??粘结料:可以用动物胶(鳔),一般多用聚醋酸乙烯(乳胶)等化学胶粘剂。
2。1.4??其他材料:木螺丝、木砂纸、加工配件.
2。2??主要机具:
2.2.1??电动机具:手提电钻、小台锯.
2。2.2??手动工具:木锯、窄条锯;二刨、小刨、小铁刨;斧子、羊角锤、扁铲、钢挫、木挫、螺丝刀;方尺、割角尺、卡子等.
2。3??作业条件:
2。3.1??楼梯间墙面、楼梯踏板等抹灰全部完成.
2.3.2??金属栏杆或靠墙扶手的固定埋件安装完毕。
操作工艺:
3.1??工艺流程:
找位与划线
→弯头配制
→连接预装
→固定
→整修
3。2??木扶手:
3。2。1??找位与划线:
3.2.1.1??安装扶手的固定件:位置、标高、坡度找位校正后,弹出扶手纵向中心线。

通辽热镀锌桥梁护栏待钢筋绑扎、焊接完毕验收合格后,再进行模板支设。模板采用定型钢模,由于所处标段平曲线缓和,每块长度2.5m。采用定型悬杆进行模板支撑加固。定型悬杆由丝杆固定于箱梁翼缘板上。内侧模板由花篮螺栓进行加固。模板上口由丝杆对拉加固。模板支设完毕后,在悬杆上搭设1.1米防护栏杆,下面满铺脚手板,外侧密封网。通辽每跨波形护栏的地袱,在墩位处及搭板与桥台背墙间设置1cm的真缝,防撞护栏除在墩位处,每间隔5m设置1cm真缝。缝内嵌木板,外围涂彩色高弹水泥与混凝土颜色一致。真缝两边采用焊接钢筋头进行加固。模板支设加固完毕后,在模板上口通拉麻线,检测模板的顺直度;测量工程师复测模板标高;待检测无误后,申请监理工程师验收,验收合格后方可进行下道工序施工。5、混凝土浇筑:在钢筋、模板、预埋件施工完毕,检查验收合格后,即可进行防撞护栏混凝土浇筑。混凝土采用分层浇筑法,每层浇筑厚度为35cm左右。为保证混凝土外观质量,混凝土坍落度宜采用80~100mm。混凝土振捣时严禁碰撞预埋件。振捣棒插点要均匀,移动间距不应超过其作用半径的1.5倍;振捣采用Φ50振捣棒,钢筋间距较密及预埋件、预埋管处,宜采用Φ30振捣棒;每一次振捣完毕后应徐徐提出振捣棒。两层振捣时应将振捣棒插入下层混凝土5~10cm,使两层混凝土结合成一整体。混凝土振捣时间控制在30~40s,一般以混凝土不再下沉,表面开始泛浆,不出现气泡为度。面层混凝土先用木抹初步找平,待初凝后再用铁抹子压光。
通辽热镀锌桥梁护栏Igrr"NuDZ ?
2)拼接时,H钢下用枕木垫平,是在地形平整场地用建筑线校对垂直度,将型钢拼接处用砂轮机或气割加工成坡口然后点焊成形,其焊道长100m。 Sjv_% C ¥ ?
3)焊工必须持有上岗操作证,并有多年的焊接工作经验。 M*mTd{Abi ?
5)施焊电流为180-250A,根据施焊情况,可适当调整焊接电流,使母材与焊条熔结。 Yn&g45m ?
6)控制焊接速度,使熔池中的气体完全逸出避免焊道气孔产生,而使焊缝厚度均匀一致。 :"{("!x ?
7)清渣,当整条焊道焊完后,需熔渣,如发生夹渣及裂纹需铲除重新焊接。 G LU7?2`t ?
8)为防止焊接变形,在施焊过程中采用对称焊或者逆反方向焊接,尽量缩短焊接时间拼接钢柱焊缝可采用间隔约40mm焊道长100mm进行施焊。