
准备好领略精密管,异形钢管精选好货产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
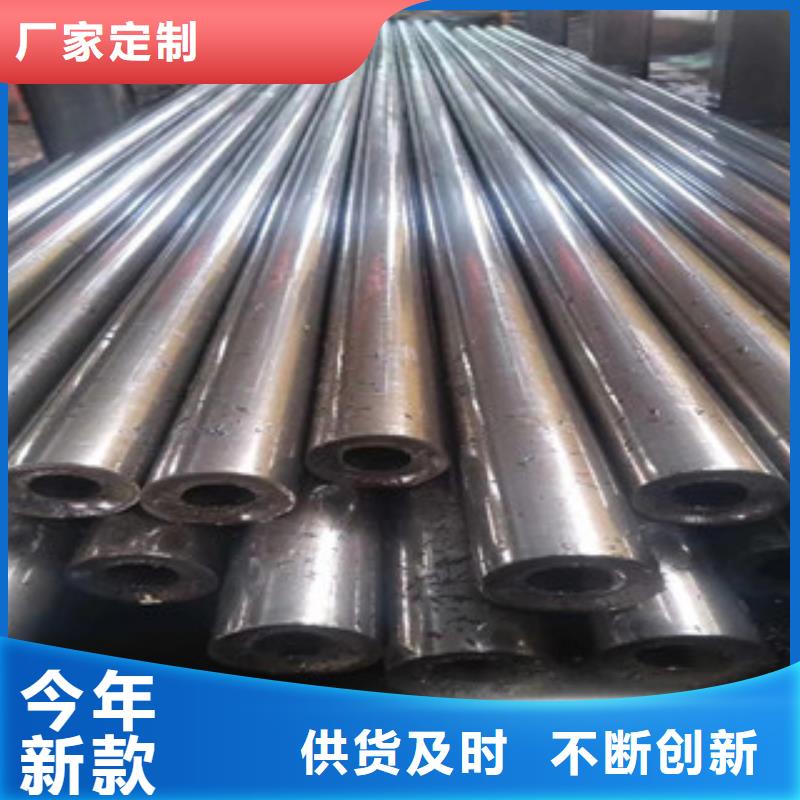
以下是:精密管,异形钢管精选好货的图文介绍
信利远金属材料(通辽市分公司)座落于是一家从事 无缝钢管的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。


精密光亮管它可以高频、中频或工频电流感加热方式或火焰加热方式实现。精密光亮管其共同特点是设法厚壁精密管表面迅速加热到淬火温度,而在热量尚未传至零件心部时,精密光亮管随即迅速冷却,使表面硬度高,而心部仍有较高韧性。
精密光亮管化学处理一一厚壁精密管表层化学成分与组织均发生改变热处理方式。化学热处理按照厚壁精密管表面渗入元素不同,可分为渗碳、氮化、碳氮共渗、渗金属等方法精密光亮管。它对提高和改善厚壁精密管耐磨性、抗腐蚀性、精密光亮管抗疲劳性等是分有效。
当前来化学热处理发展迅速,新技术甚多。焊接电流过小,难于构成小孔效;焊接电流增大,等离子弧穿透力增大,精密光亮管但电流过大会形成熔池金属因小孔直过大而坠落,难以构成合格焊缝,以至惹起双弧,损伤喷嘴并毁坏焊接过程稳定性。
因而,在喷嘴构造肯定后,为了取得稳定小孔焊接过程,焊接电流只能在某一个适宜范围内选择,精密光亮管而且这个范围与离子期流量有关。精密光亮管焊接速度焊接速度依据等离子气流量及焊接电流来选择。其他条件一定时,假如焊接速度增大,焊接热输入减小,小孔直随之减小,直致消逝,失去了小孔效。
精密光亮管化学处理一一厚壁精密管表层化学成分与组织均发生改变热处理方式。化学热处理按照厚壁精密管表面渗入元素不同,可分为渗碳、氮化、碳氮共渗、渗金属等方法精密光亮管。它对提高和改善厚壁精密管耐磨性、抗腐蚀性、精密光亮管抗疲劳性等是分有效。
当前来化学热处理发展迅速,新技术甚多。焊接电流过小,难于构成小孔效;焊接电流增大,等离子弧穿透力增大,精密光亮管但电流过大会形成熔池金属因小孔直过大而坠落,难以构成合格焊缝,以至惹起双弧,损伤喷嘴并毁坏焊接过程稳定性。
因而,在喷嘴构造肯定后,为了取得稳定小孔焊接过程,焊接电流只能在某一个适宜范围内选择,精密光亮管而且这个范围与离子期流量有关。精密光亮管焊接速度焊接速度依据等离子气流量及焊接电流来选择。其他条件一定时,假如焊接速度增大,焊接热输入减小,小孔直随之减小,直致消逝,失去了小孔效。



造成这种裂纹因有:由于淬火加热温度过高或冷却太急,热力和金属质量体积变化时组织力大于钢材抗断裂强度;工作表面有缺陷在淬火时形成力集中;严重表面脱碳和碳化物偏析;零件淬火后回火不足或未及时回火;前面工序造成冷冲力过大、锻造折酱、深车削痕、沟尖锐棱角等。
总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。
热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。
淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。
总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。
热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。
淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。


精密钢管使环境要求其具有较高耐压强度,还要求其具有较高低温韧性和优良焊接性能。按照规划指引,输气管建设也将进入新高峰期。其中,大高压输送及采高钢级管材是管道工程发展重要趋势。
目前,国内对精密钢管需求以X70级为主,更高目标定位在X80级热轧宽钢带和X100级宽厚板生产,以适目前10兆帕和近期14兆帕以上输送压力设计。今后输送天然气不再是经脱水、脱H2S处理“甜气”(PH2S≤300帕),而将是未经处理“富气”(PH2S≥300帕),为此必须提高精密钢管抗氢致开裂和抗H2S腐蚀性能。
精密管行业产能过剩是比较严重,厂家利润也是比较偏少,因此话厂家就归结于需求不好,实际上是有需求,因为中国都是每年在搞经济建设,特别是工程量上来说都是比较增加,因此对于精密管需求是在增加,总体上来说是能够有一定需求。
因此当前精密管厂家一直利润不佳比较重要因就是生产质量满足不了市场需求,不能适市场发展,因此不去,存在着大量堆积现象;再一个就是精密管厂家增多,竞争压力是比较大,都觉得是有利可图,因此话对于精密管竞争程度是比较大,也是很难获利因之一。
目前,国内对精密钢管需求以X70级为主,更高目标定位在X80级热轧宽钢带和X100级宽厚板生产,以适目前10兆帕和近期14兆帕以上输送压力设计。今后输送天然气不再是经脱水、脱H2S处理“甜气”(PH2S≤300帕),而将是未经处理“富气”(PH2S≥300帕),为此必须提高精密钢管抗氢致开裂和抗H2S腐蚀性能。
精密管行业产能过剩是比较严重,厂家利润也是比较偏少,因此话厂家就归结于需求不好,实际上是有需求,因为中国都是每年在搞经济建设,特别是工程量上来说都是比较增加,因此对于精密管需求是在增加,总体上来说是能够有一定需求。
因此当前精密管厂家一直利润不佳比较重要因就是生产质量满足不了市场需求,不能适市场发展,因此不去,存在着大量堆积现象;再一个就是精密管厂家增多,竞争压力是比较大,都觉得是有利可图,因此话对于精密管竞争程度是比较大,也是很难获利因之一。


