


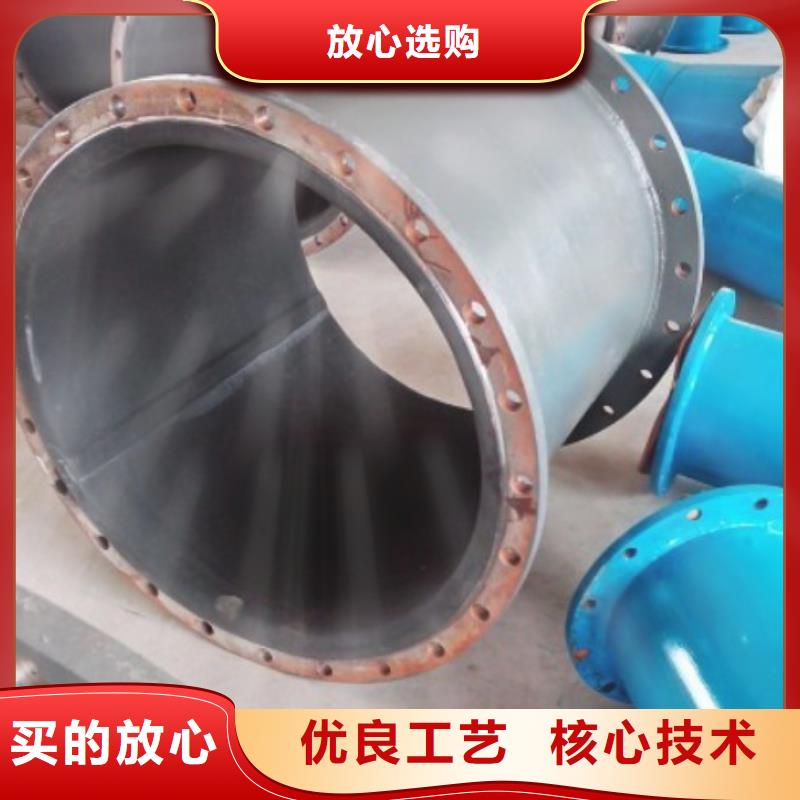
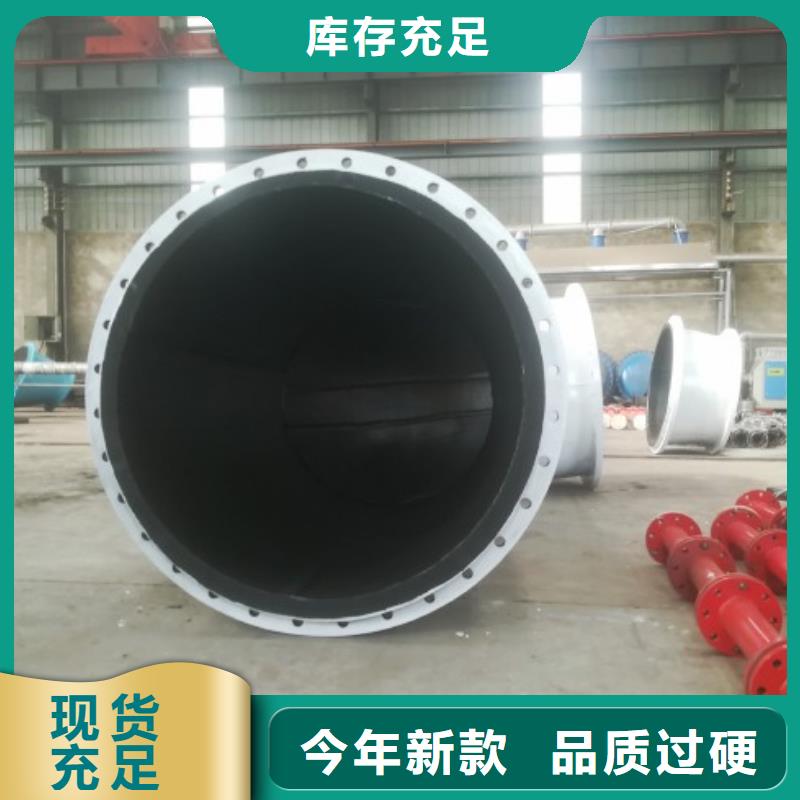
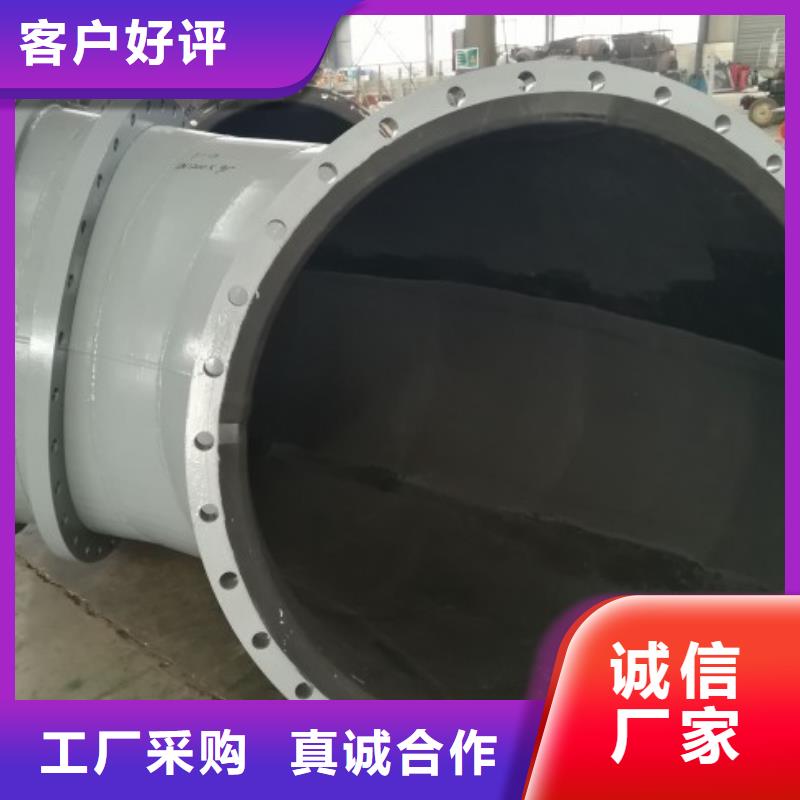

衬胶管泥浆管道用心经营

衬胶管道胶板粘接程序
A. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
B. 橡胶和橡胶粘接
1. 均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
2. 再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
3. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
4. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
C. 橡胶与金属铁板粘接
1. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
2. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
3. 涂金属底油,约2小时晾干,如层太薄可涂第二层;
4. 粘接步骤同第3条a d 项。
5. 送入硫化罐进行加压、高温硫化约4个小时。
6. 混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。
7. 注意事项
a) 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b) 底油的用量为每升可涂4平方米;
c) 粘合剂的用量为每升可涂1.5平方米;
d) 每升粘合剂在使用时需配入52克固化剂。


衬胶管道橡胶物理特性
| 胶 种 | 高使用 | 使用压力MPa | 物理性能 | 硫化方式 | ||||
| 负压 | 正压 | 硬度邵 尔HS | 抗拉强 | 伸长率% | 与金属结合力 | |||
| 天然半硬胶 | 60-80 | -0.098 | 0.98 | D65±10 | >20 | >50 | ≥80kg/cm2 | 加压硫化 |
| 天然硬质胶 | 80-100 | -0.098 | 0.98 | D75±10 | >22 | >25 | ≥80kg/cm2 | 加压硫化 |
| 天然软质胶 | 70-90 | -0.098 | 0.98 | A60±7 | >14 | >450 | >6kg/cm | 加压硫化或 |
| 低钙、镁硬质胶 | 80-100 | -0.098 | 0.98 | D65±10 | >22 | >30 | ≥80kg/cm2 | 加压硫化 |
| 常压硫化硬质胶 | 80-100 | -0.098 | 0.98 | D70±10 | >20 | >40 | ≥60kg/cm2 | 常压硫化 |
| 氯丁胶板 | 80-110 | -0.098 | 0.98 | D60±7 | >10 | >350 | ≥6kg/cm | 常压或加 |
| 丁基胶板 | 80-120 | -0.098 | 0.98 | D60±7 | >10 | >350 | ≥6kg/cm | 常压或加 |
| 预硫化丁基胶 | 80-120 | -0.098 | 0.98 | A65±7 | >6 | >350 | ≥4kg/cm | 预硫化 |



中雄管业(秦皇岛市分公司)拥有一支 MPP电力管道高素质研发团队,良好的工程师,可根据客户的要求设计 MPP电力管道。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 MPP电力管道,整条生产线质量层层把关,严格的产品测试。


