




【铝合金管型导体250/230】的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
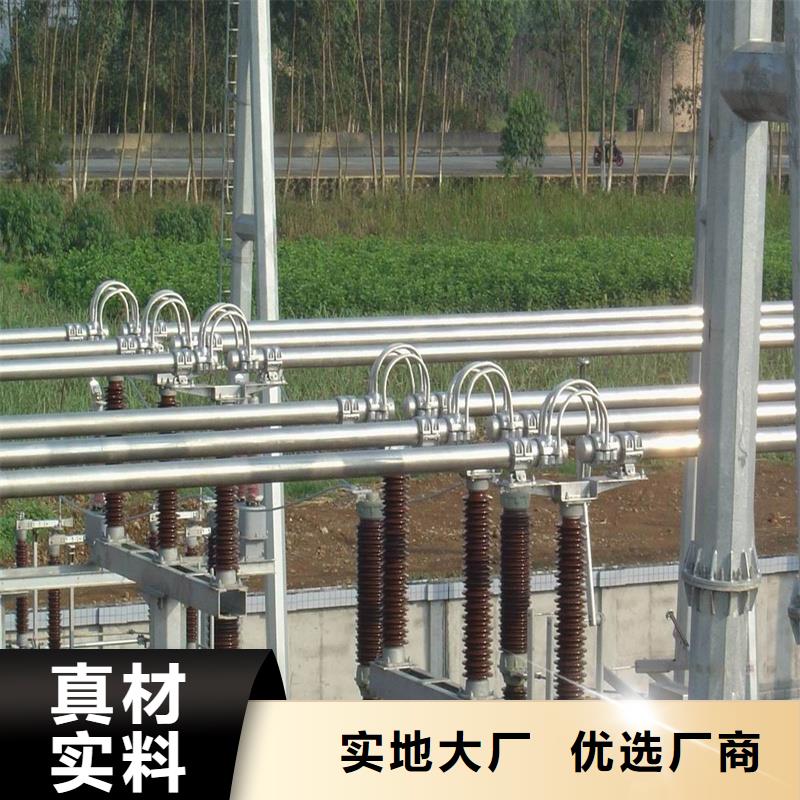
以下是:【铝合金管型导体250/230】的图文介绍


铝镁合金管型 管母线外壳采用铝镁合金管型 管母线合金材料冲压,具有良好的延展性、同城密度低、同城导电、同城传热性、同城抗腐蚀、同城外形美观等特点,被广泛应用于仪器、同城仪表、同城电子、同城通信、同城自动化、同城传感器、同城智能卡、同城工业控制、同城机械等行业。那么铝镁合金管型 管母线外壳怎么区分压铸铝镁合金管型 管母线和挤压铝镁合金管型 管母线呢?下面忠艺隆小编就针对这个问题来为大家介绍下。挤压的原理是对挤压筒中的铝镁合金管型 管母线棒施加压力,使接近熔点的铝镁合金管型 管母线棒通过模具的模孔挤出模孔的形状。所以挤压铝镁合金管型 管母线型材相当于一个二维平面的延伸,理论上来说这个平面可以无限延伸。但是由于设备的长度限制,长料的后期操作困难,一般挤压铝镁合金管型 管母线型材不超过6米长。然后根据实际使用尺寸进行切割。而压铸的原理是将铝镁合金管型 管母线合金完全熔化然后注入到三维的铝镁合金管型 管母线外壳模具中,并保持一定的压力,冷却后打开模具,一个压铸铝镁合金管型 管母线合金外壳就完成了。压铸铝镁合金管型 管母线外壳的外观种类更丰富。从以上可以看出来挤压铝镁合金管型 管母线外壳只能在二维的截面改变形状,而压铸铝镁合金管型 管母线外壳可以在三维的任意部位改变形状。压铸铝镁合金管型 管母线可以做成一个中空的球,而挤压铝镁合金管型 管母线只能做成中空的圆管,它的两头是通的。所以挤压铝镁合金管型 管母线外壳两头会采用封盖或者铝镁合金管型 管母线板封起来。而压铸铝镁合金管型 管母线外壳可以做成一个盒子的形状,上面用盖板盖住。但是我们挤压铝镁合金管型 管母线型材外壳还是比压铸铝镁合金管型 管母线外壳要常见,这是为什么呢?因为压铸铝镁合金管型 管母线模具费昂贵,并且生产效率不及挤压铝镁合金管型 管母线型材,加工费也比较高。在一些需要防水密闭的情况下会需要用到压铸铝镁合金管型 管母线外壳。
[转载需保留出处 –



辰昌盛通金属材料(茂名市分公司)产品根据“国标”制造,高质量的 紫铜排产品是企业发展的根本,在严把质量关的同时, 紫铜排产品的每个部件都选自国内标准企业,还可根据客户要求用进口部件,只有不断提高 紫铜排产品质量,才能满足客户日趋严格的质量要求,公司的发展源于自身对产品质量严格要求。在严格自身质量管理的同时,关健部件采用高品质进口产品。公司视 紫铜排产品质量为企业生命,十分注重产品的不断开发和更新,强化质量保证体系,加强质量检测和监控。


1.铝镁合金管母线 铝锰合金管母线的密度很小,仅为2.7g/cm,虽然它比较软,但可制成各种铝镁合金管母线 铝锰合金管母线合金,如硬铝镁合金管母线 铝锰合金管母线、附近超硬铝镁合金管母线 铝锰合金管母线、附近防锈铝镁合金管母线 铝锰合金管母线、附近铸铝镁合金管母线 铝锰合金管母线等。这些铝镁合金管母线 铝锰合金管母线合金广泛应用于飞机、附近汽车、附近火车、附近船舶等制造工业。此外,宇宙火箭、附近航天飞机、附近人造卫星也使用大量的铝镁合金管母线 铝锰合金管母线及其铝镁合金管母线 铝锰合金管母线合金。例如,一架超音速飞机约由70%的铝镁合金管母线 铝锰合金管母线及其铝镁合金管母线 铝锰合金管母线合金构成。船舶建造中也大量使用铝镁合金管母线 铝锰合金管母线,一艘大型客船的用铝镁合金管母线 铝锰合金管母线量常达几千吨。
2.铝镁合金管母线 铝锰合金管母线的导电性仅次于银、附近铜,虽然它的导电率只有铜的2/3,但密度只有铜的1/3,所以输送同量的电,铝镁合金管母线 铝锰合金管母线线的质量只有铜线的一半。铝镁合金管母线 铝锰合金管母线表面的氧化膜不仅有耐腐蚀的能力,而且有一定的绝缘性,所以铝镁合金管母线 铝锰合金管母线在电器制造工业、附近电线电缆工业和无线电工业中有广泛的用途。
3.铝镁合金管母线 铝锰合金管母线是热的良导体,它的导热能力比铁大3倍,工业上可用铝镁合金管母线 铝锰合金管母线制造各种热交换器、附近散热材料和炊具等。
4.铝镁合金管母线 铝锰合金管母线有较好的延展性(它的延展性仅次于金和银),在100 ℃~150 ℃时可制成薄于0.01mm的铝镁合金管母线 铝锰合金管母线箔。这些铝镁合金管母线 铝锰合金管母线箔广泛用于包装香烟、附近糖果等,还可制成铝镁合金管母线 铝锰合金管母线丝、附近铝镁合金管母线 铝锰合金管母线条,并能轧制各种铝镁合金管母线 铝锰合金管母线制品。???
5.铝镁合金管母线 铝锰合金管母线的表面因有致密的氧化物保护膜,不易受到腐蚀,常被用来制造化学反应器、附近医疗器械、附近冷冻装置、附近石油精炼装置、附近石油和天然气管道等。



如何防止铝合金管母线在焊接的时候变形- 来源: 中国金属资讯网 发布人: newsh 大中小摘要: 熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。焊接变形造成焊接结构尺寸形状超差,焊接结构组装配合困难,焊接变形过大或矫正无效,有可能使产品报废,造成经济损失。铝及铝合金焊接产品当中目前都以薄板构件居多,在焊接过程中更易发生变形,因而有效地控制其变形就显得尤为重要。控制变形与正确的结构设计,接头的准备和装配,焊接方法的选择和正确的焊接次序有关。为了使变形减至小,零件设计时,应该将焊缝减至少并且合理布置焊缝位置,如果是在刚性的区域局部焊接,如在边棱或拐角处焊接,将会使变形很小,焊缝应该远离强烈的冷作硬化区。合理选择焊接工艺,可以使变形减至小,如选用热输入集中的焊接方法,单边焊时采用反变形法,双面焊时使焊缝的每一边都熔敷上等量的金属。正确的焊接顺序是控制和减少变形的主要方法。它使焊接变形消失于焊接过程中,或使不同时期、不同位置产生的焊接变形相反、相消,从而达到控制焊接变形的目的。设计焊接顺序时可以考虑以下几点:(1)一般应从中心向外进行焊接;(2)具有 收缩的焊缝先焊;(3)如有可能,为了平衡收缩,对于一个结构的两边焊接应该同时进行;(4)焊缝应分布在结构的两边,焊接时,焊道要两边交替焊接,以平衡应力。若条件允许,应尽量采用分段逆焊技术;(5)对于一个焊道,一旦开始焊接后,就不要间断,一直焊完。采用工装夹具对焊件进行刚性固定之后再实施焊接,这也是防止变形的有效措施,且不分考虑焊接顺序。但是对于一些大的、形状复杂的焊件来说,夹具的制造比较麻烦,而且撤除固定之后,焊件还有少许变形。因此,这种方法更适用于一些小的,形状规则的焊件焊接。如果焊件尺寸大、形状复杂,又是成批生产,则可以设计一个能够转动的专用焊接模具,既可以防止变形,又能提高生产率。在实际焊接生产中,控制变形的方法还有很多,而且在运用时,常常多是联釆用,而不是单独采用。因此要具体问题具体分析。
