



焊缝处理
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
工艺特点
螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。



承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准一般都称做部标。



兴昊管道(临夏市分公司)长期经营(甘肃临夏) 本地 涂塑复合钢管。公司同时销售(甘肃临夏) 本地 涂塑复合钢管。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!


具有自主产权的创新成果的这一重腐蚀防护涂层主要有以下几个性能特点:涂层与基体结合力强;涂层自身机械强度高,抗冲击性能突出;涂层的抗渗透能力强;涂层的化学稳
定性好(耐酸、碱、盐侵蚀);涂层表面的粗糙度低,与流体摩阻小可用于内涂层减阻;涂层,满足食品卫生标准。环氧粉末防腐钢管及无溶剂液体环氧重防腐涂装技术
(SEBF/SLF重腐蚀防护技术)取得了一系列成果。目前已获14项 、发表论文40多篇,并通过了中科院组织的技术鉴定,已共取得8项鉴定成果。该技术是具有自主产权的创新成
果。已广泛应用在石油、化工、化纤、核电、给排水、供热、海洋开发等各行业 建设工程项目中,得到了广大用户认可,取得了显着的经济效益。该技术体系主要由4方面组
成:一是涂料,为SEBF系列熔融结合环氧粉末涂料和SLF高分子复合涂料;二是涂装设备,为SEBF管道涂装生产线、SEBF异型件涂装生产线和SLF管道模压涂装生产线;三是工艺
:包括快速固化、慢速固化和常温固化;四是涂装技术规范,凭借研究成果制定了GB/T 18593熔融结合环氧粉末涂料的防腐蚀涂装 标准。



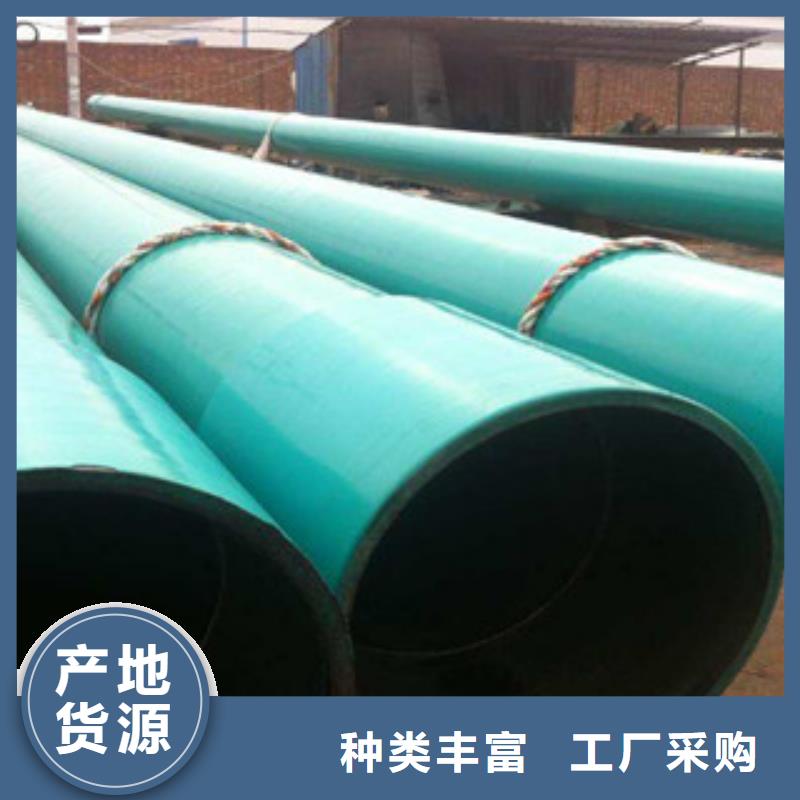
恩平环氧粉末防腐钢管厂家预热,内外涂装,固化,后处理等工艺制作而成的钢塑复合管。具有其优良的综合性能,很强的耐腐蚀性和机械性,良好的耐化学稳定性和耐水性,
具有减阻,防腐,抗压,等作用。它一般不受输送介质的制约,涂塑层与钢铁有极强的结合力。涂层材质:环氧树脂(EP)适用于80℃以下的工作环境,钢管涂层有极高的附着
力,其涂层硬度高,耐冲击性好,且有较好的耐化学腐蚀性能。具备较高的机械强度,适合比较苛刻的使用环境。采取喷砂化学双重前处理内外涂层可阻止金属氧化,具有较好
的耐化学腐蚀性能,涂层附着力强,结合强度高,耐冲击性好,粗糙系数和磨阻系数低,抗异物附着性优良,抗老化,使用寿命长,尤其适合埋地输水。法兰连接涂塑钢管在近
来的几年。
