






铸铁闸门作为重要的金属结构设备,不管是在过去还是在现在,在水工建筑物中起着重要的作用,适用于排水工程、修建渠道工程、市政工程、污水处理厂工程,但是,你知道吗,铸铁闸门是会变形的。那么,铸铁闸门变形的原因是什么?我们又能怎么解决这一问题呢?造成铸铁闸门变形,其原因不外乎是两种,一是闸门本身质量不行,二是因为铸铁闸门的错误使用或是没有做好日常保养工作。具体一点,就是:闸门质量会造成铸铁闸门变形,这是我们都肯定的一点。毕竟高质量的铸铁闸门本身就具有一点的刚度和强度,能承受得住水压,如果再加上日常维护保养好铸铁闸门,如在铸铁闸门表面做防锈喷锌处理,这样也会加强铸铁闸门的性能,让铸铁闸门不那么容易变形;但是,劣质的铸铁闸门就不同了,由于铸铁闸门生产时用的是劣质材料或是“缺斤少两”,亦或是生产时没有使用先进生产工艺和设备来生产铸铁闸门,其质量就差多了,就算刚开始使用时没有出现变形情况,在日后使用过程中还是会因水压和运行时间而出现变形情况。所以,大家在选购铸铁闸门的时候,我们都会建议大家选择高质量的铸铁闸门。
铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。

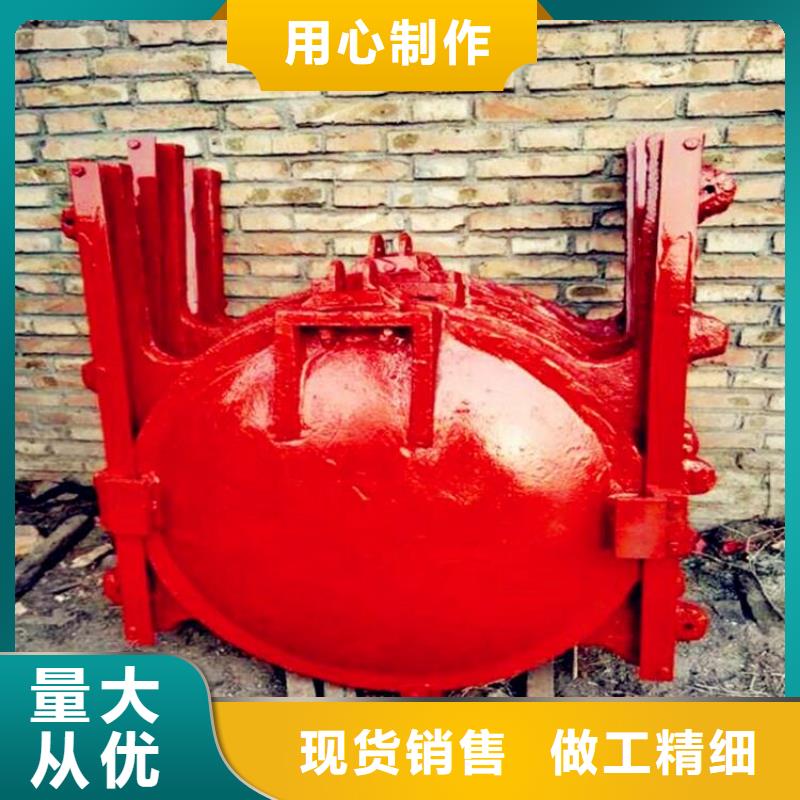
机门一体铸铁闸门密封效果好,几乎达到“0泄漏”状态,适用宽度可达5m以上,但调节水位一般在800mm以下,特别适用于交替运行的氧化沟排水,或大型配水井配水,配套专用启闭装置,仅需注明手动或电动即可,无需另外选用启闭机。
机门一体铸铁闸门由铸铁制成,耐腐蚀性好,结构简单,价格便宜,在关闭状态有较高密封要求时,可在门框上镶铜密封面,可在铸铁堰门上镶铜和止水橡胶,止水效果高于镶铜产品,可达到无渗漏。
铸铁镶铜圆闸门订货须知:
1、①产品名称与型号②铸铁镶铜圆闸门口径③铸铁镶铜圆闸门材质及丝杆长度(闸门中心到启闭机高度)以便我们的为您正确选型。
2、若已经由设计单位选定的铸铁镶铜圆闸门型号请按铸铁镶铜圆闸门型号直接向我司销售部订购。
3、当使用的场合非常重要或环境比较复杂时请您尽量提供设计图纸和详细参数由我们为您审核把关。

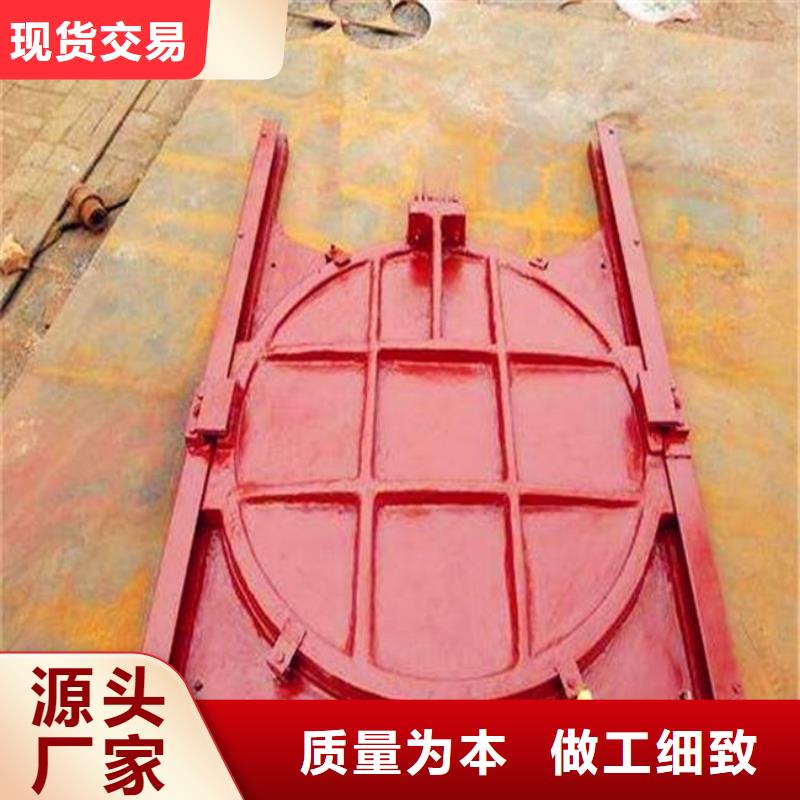
双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。
