



更新时间:2025-06-02 09:47:02 ip归属地:昆明,天气:阵雨转大雨,温度:14-27 浏览次数:12 公司名称: 建贸机械设备(昆明市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 36000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流/专车 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |
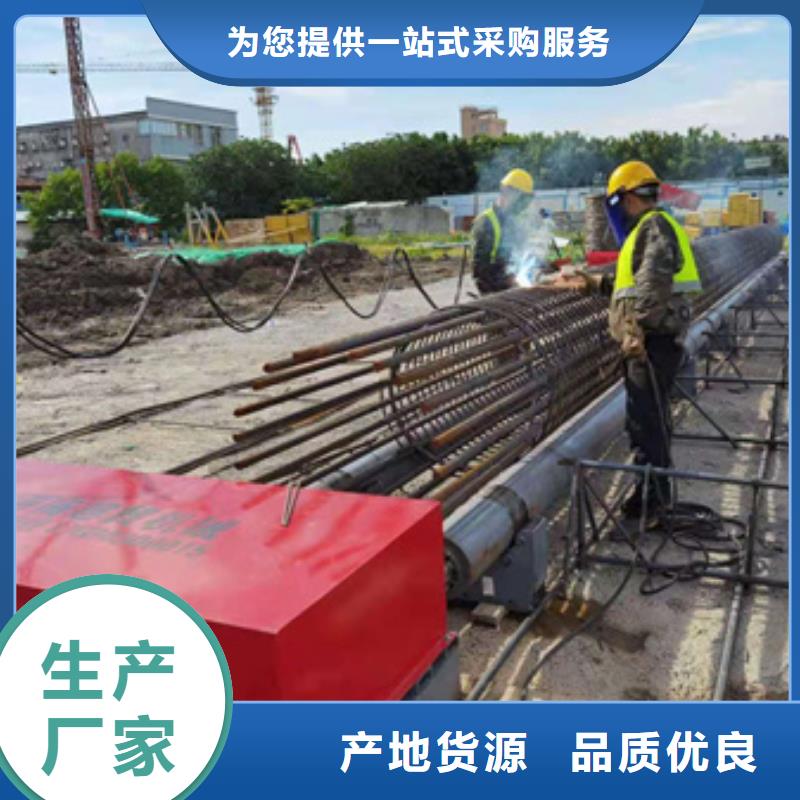



产品介绍:钢筋笼成型机主要是采用摩擦传动原理-即钢筋笼平置于2组动力 托辊之间传动,小车载着线材平行于主机匀速进行,产地螺旋状绕筋 ,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。产品优势:1:本机加工速度快:待工状态2个可全程生产,正常工況3-6人可生 产10-20多节钢筋笼。2: 本机质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质 量不变。3: 本机转运便捷:组合式设计使报运安装、生产等过程不依赖起重设 备,适应工厂化大批量国定生产和施工现场分散的机动作业。4: 本机功耗低:总功率不到15KW,同步工作不到5KW,节能而且不影响 总电容的配比。5: 本机流水线形式:独立施工不受各工序影响,不间断完成主筋箍 筋焊接成型、绕筋过程施焊等全部过程。6: 本机采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装建贸厂家钢筋笼绕筋机设备优势:1>解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,提高工作效率2> 采用大品牌厂家变频器、PLC等,确保设备运行稳定;3> 设备操作简单、人性化,单人可作业;4> 钢筋笼直径误差控制精准,可达到极限偏差要求;5> 绕筋间距误差小,能控制在1cm之内;6> 一米之内盘筋间距误差可控制在5mm以内;7> 配备二氧化碳保护焊,耗材损耗量少;8> 可生产双盘筋、双主筋高要求钢筋笼产品;9> 流水线作业,每班3人即可正常生产钢筋笼;10> 熟练工人使用设备生产,效率高;11> 可根据客户要求定制设备;钢筋墩粗机的安装方法:一,调四只绷簧弹力要持平使开关板和绷簧板开关上下要平行不超越0.2mm二,绷簧板背面脱离模座平面2-4mm三,换向手柄拔到前腔方位,使压力油进入前腔活塞朝后运转40-60mm换向手柄再拔在中部方位,调整左右各一电器限行开关方位,使正常运转时活塞不冲过头。


钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。随着科技的发展和对建筑工程的要求不断,现在很多的施工现场特别是路桥和高铁等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,就简单向大家介绍一下这两种设备的主要功能和区别。
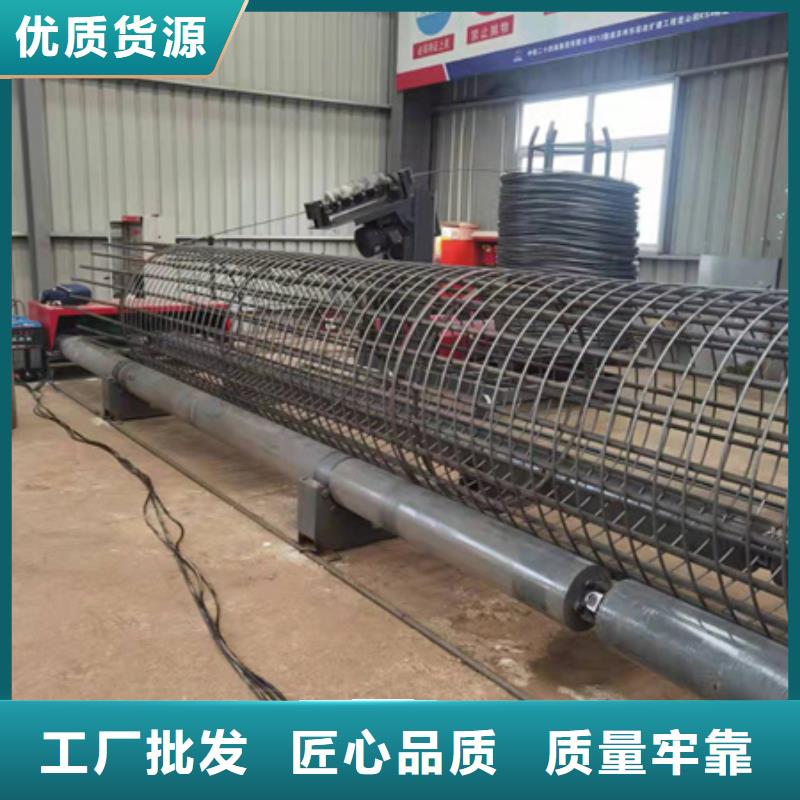
昆明钢筋笼成型机厂家现货供应钢筋笼绕筋机的使用说明1.备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。2.焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。3.圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。4.调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。河南建贸机械设备有限公司生产设备齐全,技术力量雄厚,具有完善的计量检测装备,对产品进行全严格的控制。公司拥有一支专业的售后服务队伍。各施工单位客户的一致好评。 欢迎新老客户订购!
 jmc
jmc
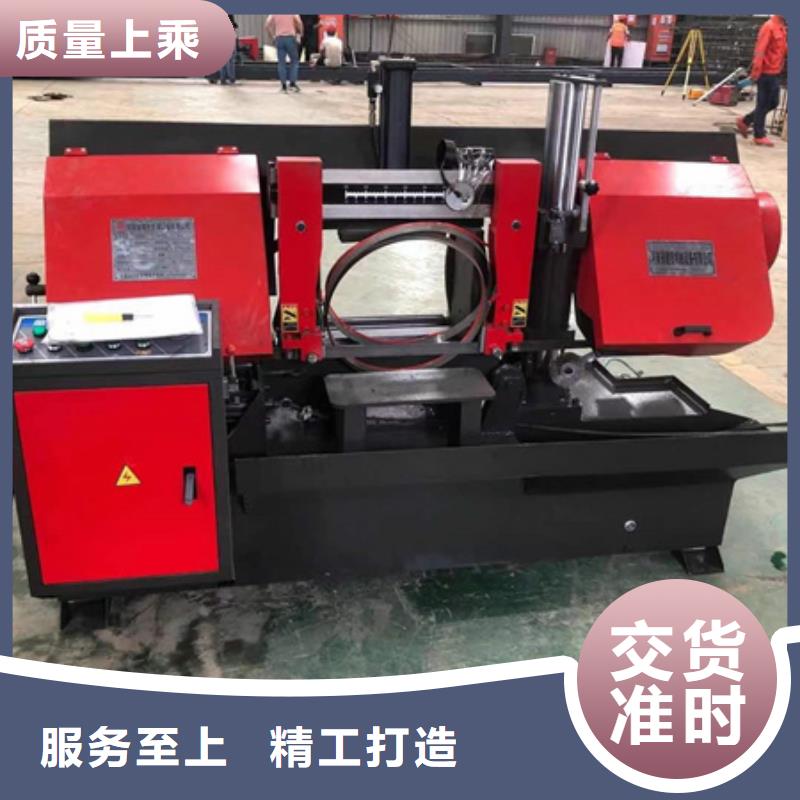
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
