

 鹏瑞管业有限公司
鹏瑞管业有限公司
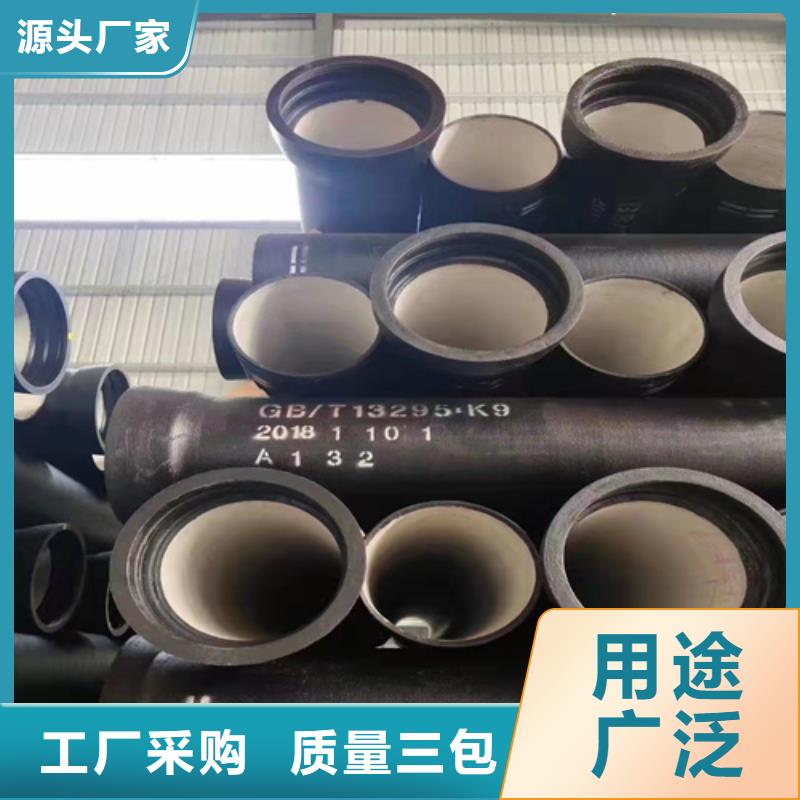
 揭阳给水DN1200球墨铸铁管制作商
鹏瑞管业有限公司
球墨铸铁管与机制铸铁管的区别?山东球墨铸铁管厂家分享1、概念不同机制铸铁管是采用离心浇注工艺生产的柔性接口排水铸铁管,接口一般为W型卡箍式的或A型法兰承插式。球墨铸铁管是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,是自来水管道理想的选择用料。2、性能不同球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级,因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。机制铸铁管使用寿命超过建筑物预期寿命,优良的抗震性能,可适用于高层建筑的防震设防,采用法兰压盖和橡胶圈或者内衬橡胶圈和不锈钢卡箍柔性连接,密封性好,允许在15度范围内摆动而不渗漏。采用金属型离心浇铸,铸铁管壁厚均匀、组织致密、表面光洁、无砂眼、夹渣等铸造缺陷。橡胶接口抑制噪音,是不可替代的安静的管道,创造的生活环境。3、用途不同铸铁管适用在建筑排水、排污、土木工程、道路排水、工业废水,农业灌溉管道知;铸铁管能适用于较大的管道轴向伸缩位移和横向挠度变形;铸铁管适用于地震烈度在9度以下的地区使用。墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。
揭阳给水DN1200球墨铸铁管制作商
鹏瑞管业有限公司
球墨铸铁管与机制铸铁管的区别?山东球墨铸铁管厂家分享1、概念不同机制铸铁管是采用离心浇注工艺生产的柔性接口排水铸铁管,接口一般为W型卡箍式的或A型法兰承插式。球墨铸铁管是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,是自来水管道理想的选择用料。2、性能不同球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级,因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。机制铸铁管使用寿命超过建筑物预期寿命,优良的抗震性能,可适用于高层建筑的防震设防,采用法兰压盖和橡胶圈或者内衬橡胶圈和不锈钢卡箍柔性连接,密封性好,允许在15度范围内摆动而不渗漏。采用金属型离心浇铸,铸铁管壁厚均匀、组织致密、表面光洁、无砂眼、夹渣等铸造缺陷。橡胶接口抑制噪音,是不可替代的安静的管道,创造的生活环境。3、用途不同铸铁管适用在建筑排水、排污、土木工程、道路排水、工业废水,农业灌溉管道知;铸铁管能适用于较大的管道轴向伸缩位移和横向挠度变形;铸铁管适用于地震烈度在9度以下的地区使用。墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。
 高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管
气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。
高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管
气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。
