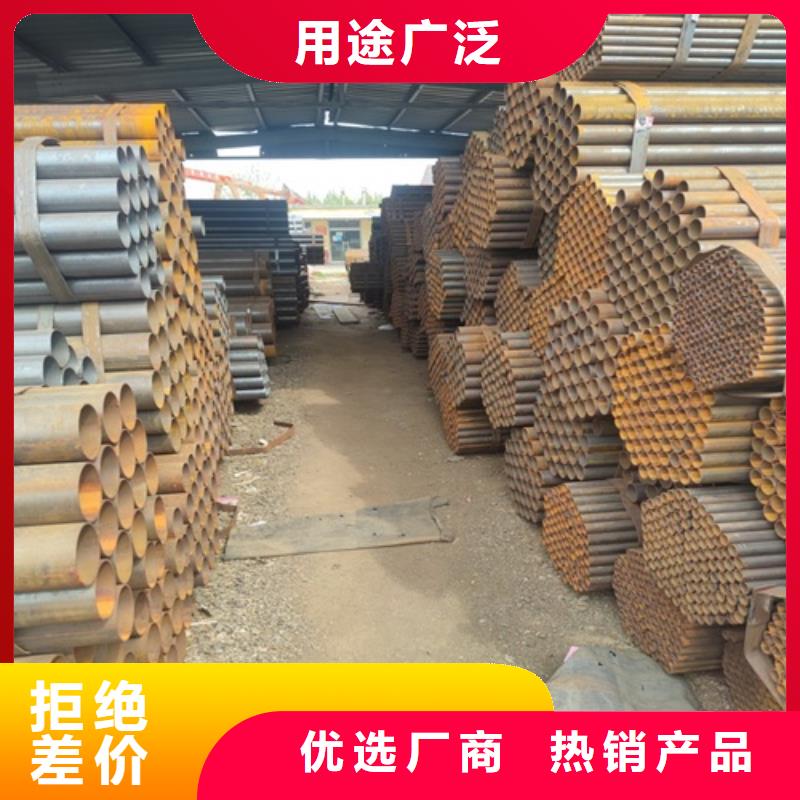
以下是:焊管无缝钢管技术先进的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 100000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
| 范围 | 生产基地位于【聊城】,供应范围覆盖青海省 西宁市、海东市、海北市、海南市、海西市、玉树市、果洛市、黄南市 等区域。 |
|---|
以下是:焊管无缝钢管技术先进的图文视频
在青海省黄南市采购焊管无缝钢管技术先进请认准鹏鑫钢铁(黄南市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理,地址:山东聊城经济开发区武夷山路)。 青海省,黄南藏族自治州 2019年12月,民委命名黄南藏族自治州为“全国民族团结进步示范州”。2022年,黄南藏族自治州实现地区生产总值110.89亿元,按可比价格计算比上年增长0.2%。
想一睹焊管无缝钢管技术先进产品的真实风采吗?我们的现场实拍视频将带您亲临现场,感受产品的卓越品质和创新设计,不容错过!
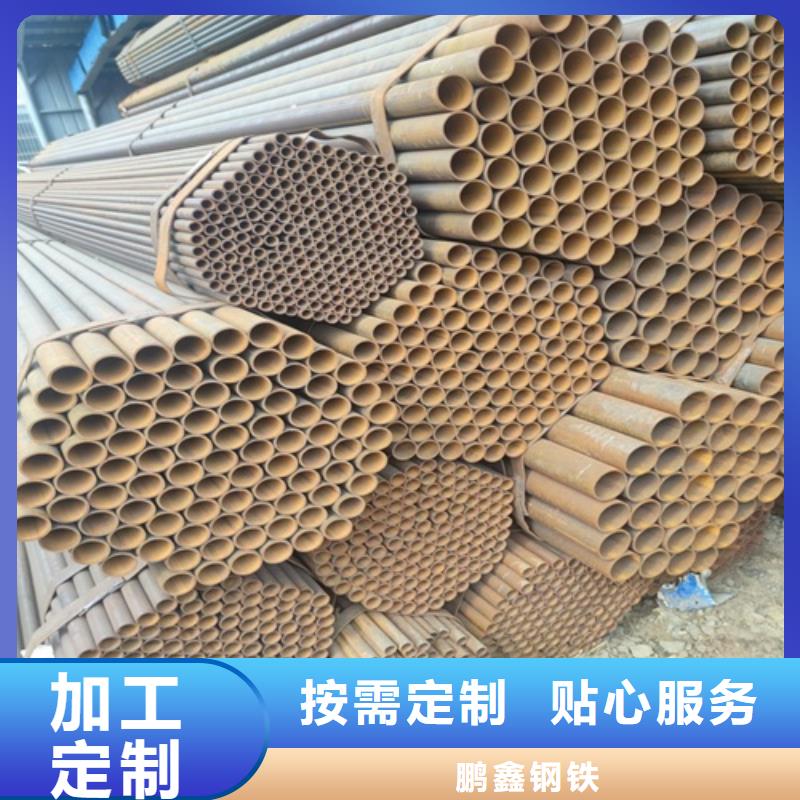
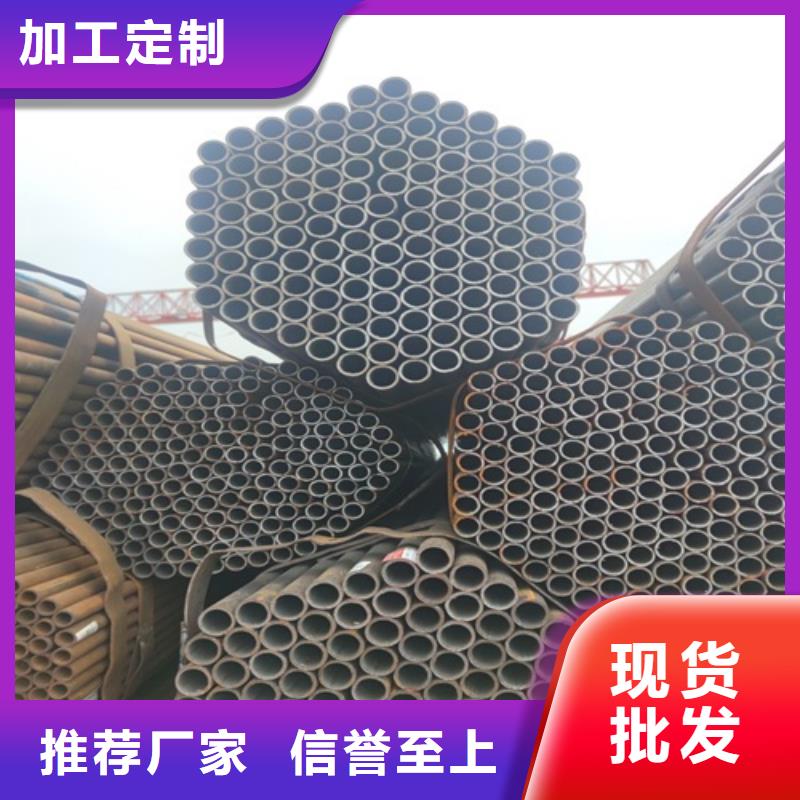
以下是:焊管无缝钢管技术先进的图文介绍

小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。


Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。



鹏鑫钢铁(黄南市分公司)是坐落在山东聊城经济开发区武夷山路,企业现有现代化厂房和先进的生产设备。 公司拥有一支强大的生产管理、销售及售后服务团队,以高品质的产品保证、贴心的市场服务满足国内外市场的需求。公司主营 焊管。我司产品销售遍地,在新的世纪,同茂人将秉持“以人为本,追求新高”的企业精神,不断进取,在经济一体化的大潮中,向更高的目标迈进!希望通过我们的努力,借助您的支持,让我们共同谱写同茂美好的明天。


今年在青海省黄南市购买焊管无缝钢管技术先进有了新选择,鹏鑫钢铁(黄南市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊管无缝钢管技术先进产品。如需购买或咨询,请随时联系我们,联系人:李经理-【18762195566】,地址:山东聊城经济开发区武夷山路。