

想知道护栏1桥梁防撞护栏符合标准产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:护栏1桥梁防撞护栏符合标准的图文介绍

聚晟护栏制造(保定市分公司)
公司主营 【波形护栏】。价格实惠,性价比高,厂家直销,品质放心,贴心服务无忧售后。
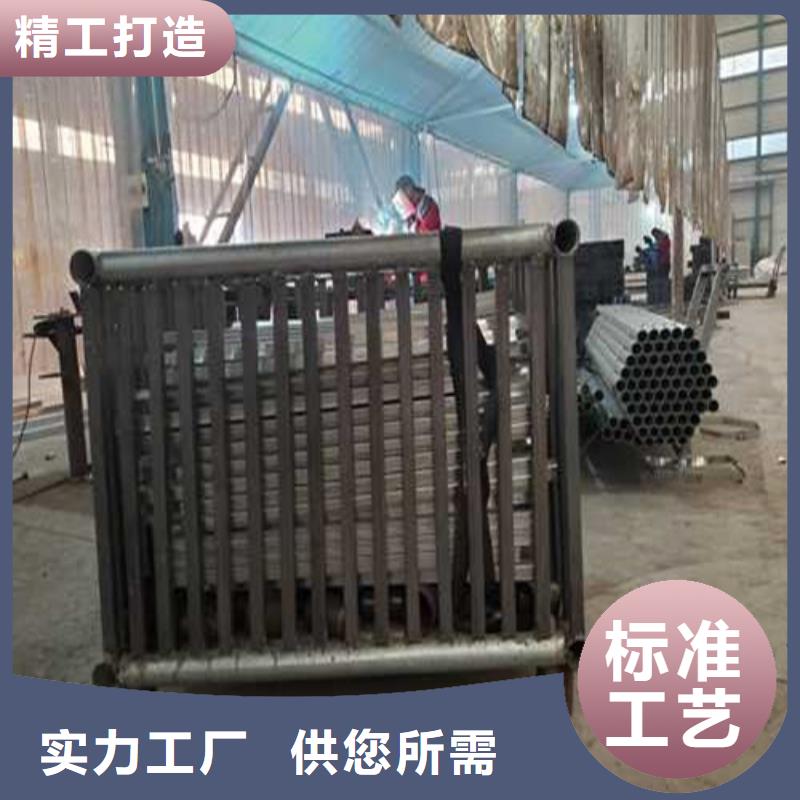
公司一直重视新产品实用性的结合,品质系列化,多元化
质量精细化,服务个性化,务求每个细节都令客户满意放心。


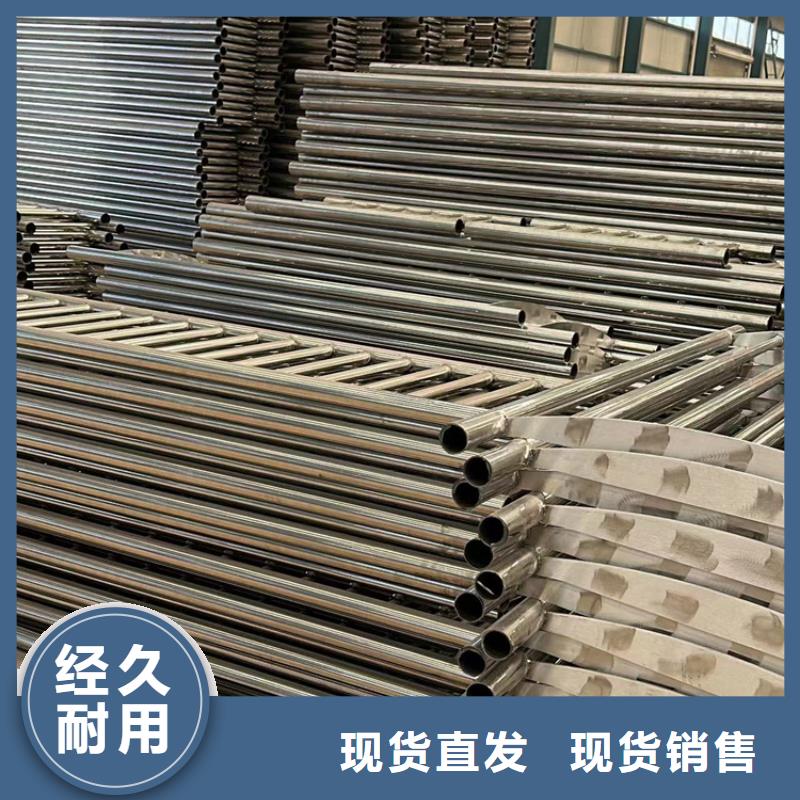
国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。加大国道和省道改造力度。 着力等级、服务能力和水平。重点国省道二级及以上公路比例,加快实施县通二级公路建设,国道二级及以上公路比例达到70%以上。建设,增强国道对县级及以上节点的连接和覆盖。加大危桥改造力度,按照规范要求严格实施安保工程。 继续推进农村公路建设。推进以西部建制村通沥青(水泥)路为重点的全国通达、通畅建设任务;完善农村公路基础设施,包括桥梁新改建工程、安保工程等;络状况,包括县乡道改造、连通工程等。到末,农村公路总里程达到390万公里。 到末,农村公路总里程达到390万公里。加快公路运输站场建设。公路客、货运输站场建成率力争达到50%和40%。重点建设一批集铁路、公路、城市交通客运中转换乘功能于一体、实现“零距离换乘”的综合客运枢纽,大力推进一级公路客运站建设,地级市至少拥有1个一级客运站。

