

我们的冷拔管-精拉光亮管产地批发视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:冷拔管-精拉光亮管产地批发的图文介绍


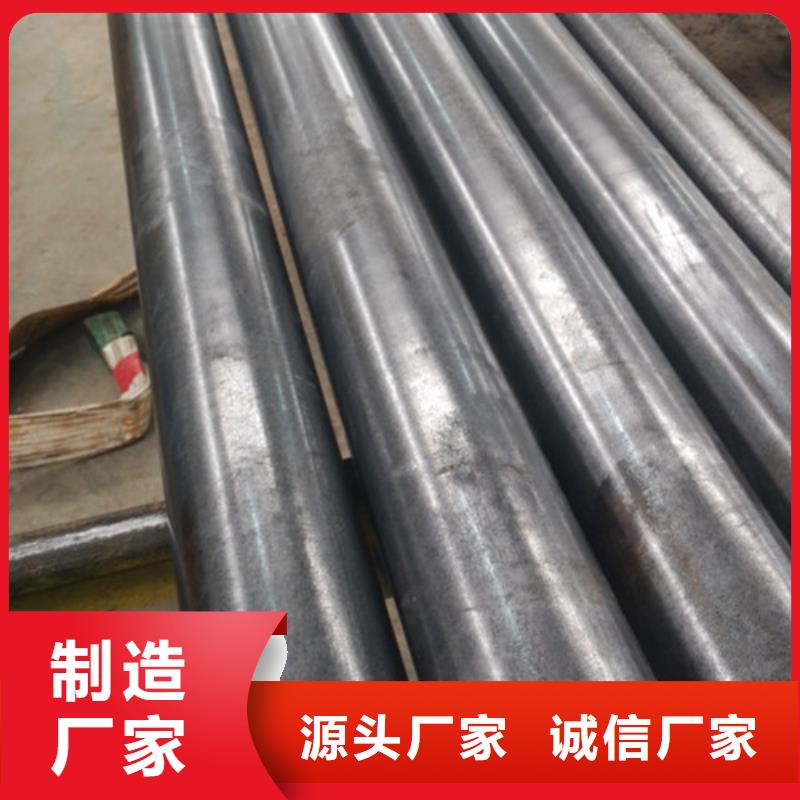
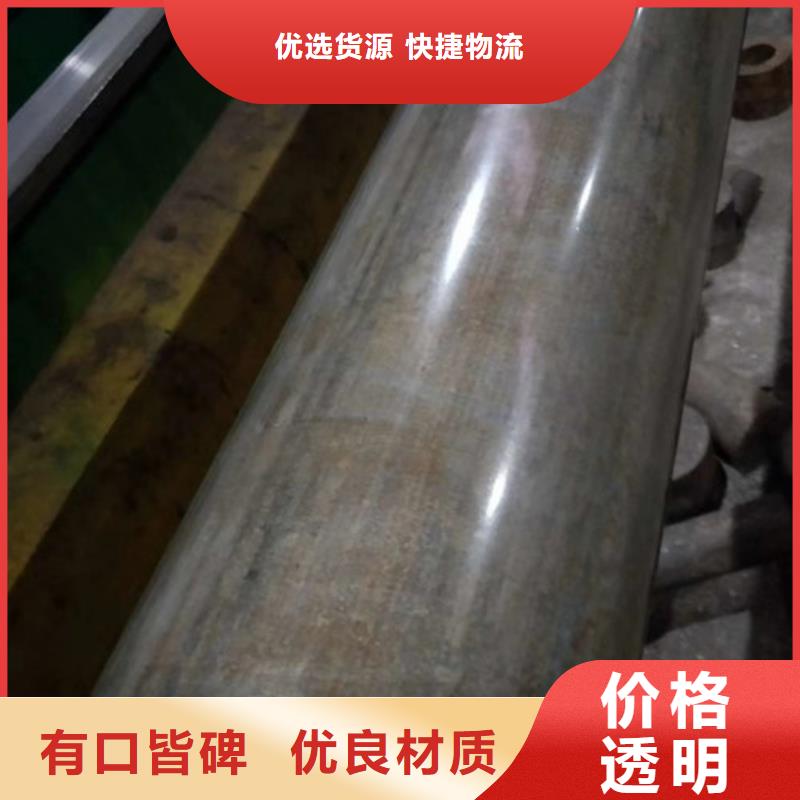
冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。



精拉管业(保定市分公司)主要生产 精拉无缝钢管,产品遍布全国二十多个省、市、自治区,均达到标准。 公司可根据客户的需求,采用新材料、新技术、新工艺,设计制作高质量、高标准的产品,
我司以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。
因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。


怎样提高冷拔管的抗拉强度?冷拔管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(冷拔管抗拉强度、屈服强度或冷拔管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。冷拔管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为冷拔管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。冷拔管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称冷拔管。若力发生下降时,则应区分上、下冷拔管。冷拔管的单位为N/mm2(MPa)。 上冷拔管(σsu):试样发生屈服而力首次下降前的 应力; 下冷拔管(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。



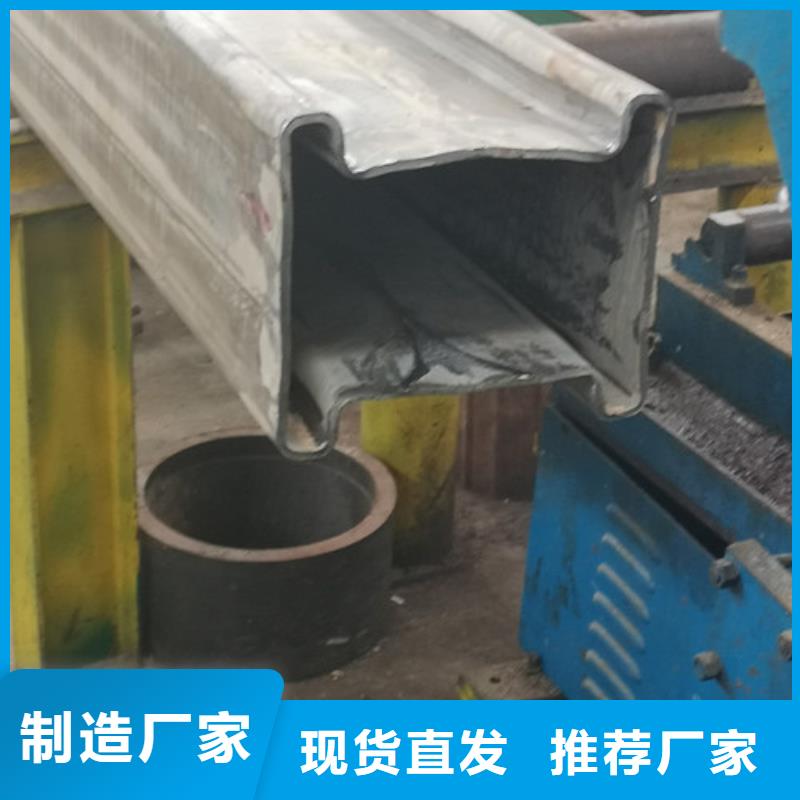
冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
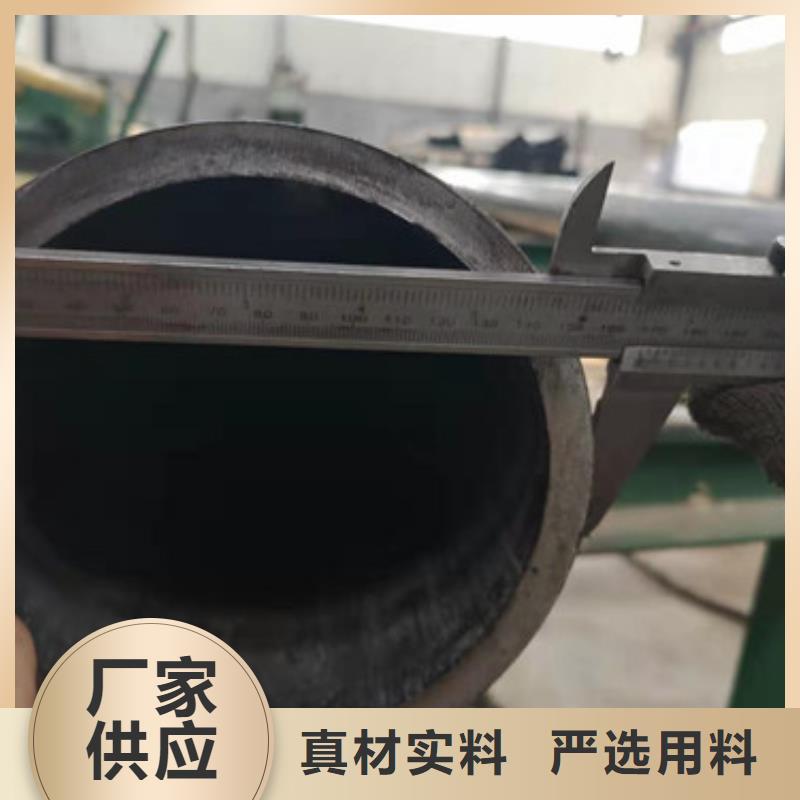
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。
