



无需繁琐的文字描述,观看我们的视频,让管线管焊管型号齐全产品一览无余!
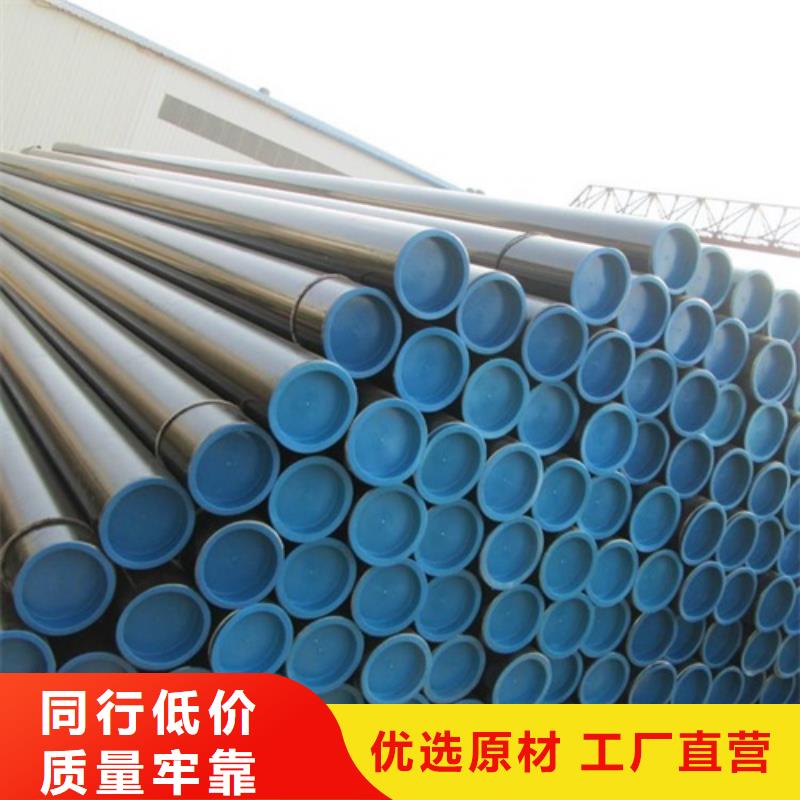
以下是:管线管焊管型号齐全的图文介绍

管线管淬火+回火 管线管是把抽出地面的油、气或水,通过管线管输送到石油和天然气工业企业,管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。该管主要材质为B、X42、X46、X56、X65、X70等钢级。 管线管 A、B、X42、X46、X52、X56、X60、X65、X70、X80、、X95 L245、L290、L360、L415、L450 API SPEC 5L GB/T9711.1 GB/T9711.2 ∮32-1240*3-100 用于石油、天然气工业中的氧、水、油输送管 管线管标准 牌号 抗拉强度(MPa)屈服强度(MPa)屈强比 伸长率(%) 0℃冲击功 Akv(J)热处理状态 API SPEC 5L GB/T9711.2 B ≥415 245~440 ≤0.80 22 ≥40 正火 X42 ≥415 290~440 ≤0.80 21 ≥40 正火 X52 ≥460 360~510 ≤0.85 20 ≥40 正火 X60 ≥520 415~565 ≤0.85 18 ≥40 正火 X65 ≥535 450~570 ≤0.90 18 ≥40 淬火+回火 X70 ≥570 485~605 ≤0.90 18 ≥40 淬火+回火


L360管线管介绍 L360管线管用于石油、天然气工业中的气、水、油输送。API SPEC 5L-2011(管线管规范),是美国石油学会编制并发布的,在世界各地通用。 管线管:是把轴出地面的油、气或水,通过管线管输送到石油和天然气工业企业。管线管包括无缝和焊接管两种,其管端有平端、带螺纹端和承口端;其连接方式为端头焊接、接箍连接、承插连接等。该管主要材质为B、X42、X46、X56、X65、X70等钢级。我公司于2009年8月通过美国API认证(API 5CT 和 API 5L)。



鹏鑫钢铁(盘锦市分公司)的 焊管产品在整个生产过程中受严格的质量保证体系控制,全程采用先进制作工艺,从原材料进厂、加工生产、组装、调试都经过严格的检验,从而确保了 焊管产品的质量。发扬“团结、拼搏、开拓、创新”的精神,跟踪和引领市场需求,并本着高额投入、高科技装备,服务于用户的宗旨,向客户提供优质的服务。


产品 材质 产地 规格 管线管 API 聊城 114*9 管线管 API 聊城 114*10 管线管 API 聊城 114*11 管线管 API 聊城 114*12.5 管线管 API 聊城 114*13 管线管 API 聊城 114*14 管线管 API 聊城 114*15 管线管 API 聊城 114*16 管线管 API 聊城 121*4 管线管 API 聊城 121*4.5 管线管 API 聊城 121*5 管线管 API 聊城 121*5.5 管线管 API 聊城 121*6 管线管 API 聊城 121*7 管线管 API 聊城 121*8 管线管 API 聊城 121*8.8 管线管 API 聊城 121*10 管线管 API 聊城 121*11 管线管 API 聊城 121*12.5


