

不要满足于简单的文字描述,点击我们的【镀锌管,无缝钢管24小时下单发货】产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:【镀锌管,无缝钢管24小时下单发货】的图文介绍

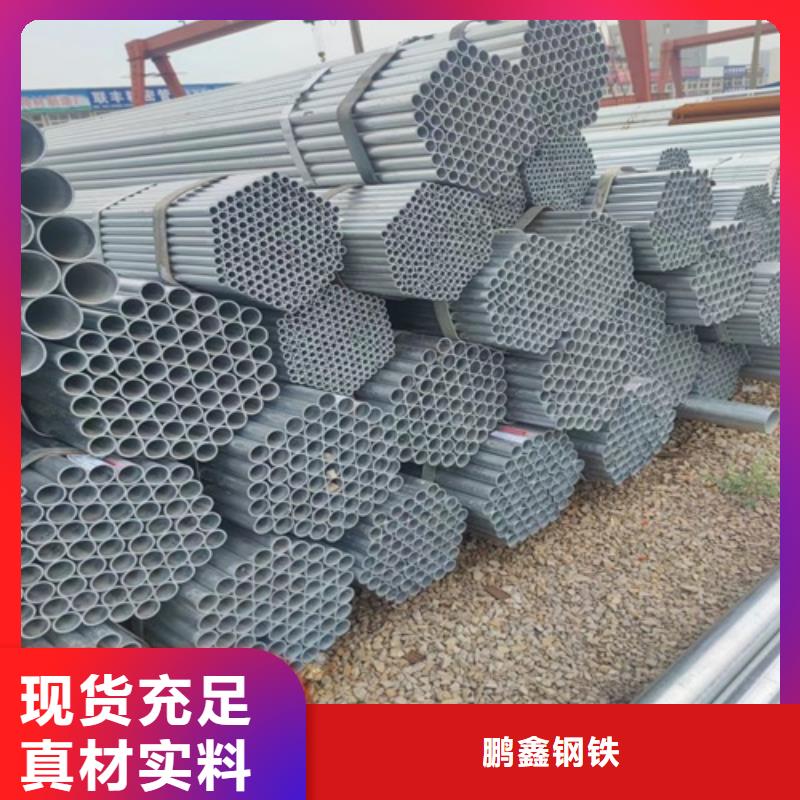
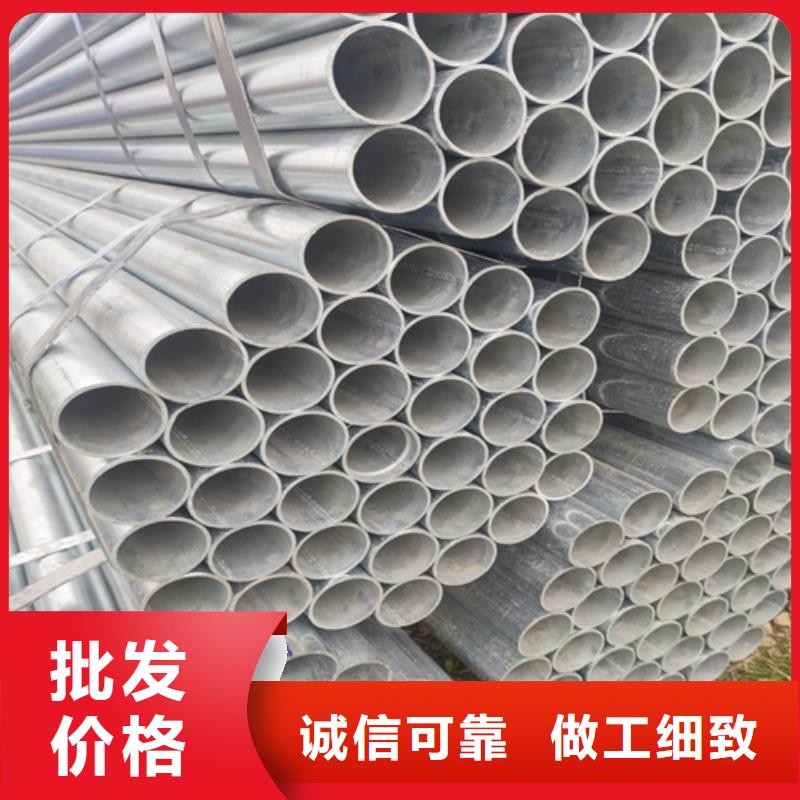
镀锌钢管高质量特点 在加工镀锌钢管的过程中,要经过很多步骤才能得到这样的优质管材。 根据菏泽市无缝钢管冷作硬化的淘汰,可以获得比较满意的铝合金成分。其生产工艺机械设备为光亮淬火设备,主要用于不锈钢板材产品在维护气氛下的淬火和回火热处理。当镀锌钢管的应用特性不同时,对光亮热处理后的铝合金成分要求不同,因此光亮回火热处理的生产工艺也会有所不同。冷拔后,镀锌钢管的原材料会留下热应力,热应力对水管的抗晶间腐蚀开裂性能不是很好。各级冷拔导致原材料对晶间腐蚀开裂的敏感性急剧增加。 冷拔等级也会对奥氏体不锈钢板的高温长期抗拉强度造成不良破坏。一般工作温度越高或开裂使用寿命越高,冷拔等级越低。从上面的详细说明可以看出,镀锌钢管调质热处理的加工工艺比较复杂,要获得合格的铝合金成分,就需要调整机械的室内空间。光亮淬火设备的制冷工段设备相当大。因此,目前的光亮淬火设备一般在其制冷段采用强对流制冷,并设置三个制冷段,可独立调节风量。热轧卷板沿总宽度方向分为三段,根据风量排水法调节热轧卷板总宽度方向的冷却速度,以控制板形。 镀锌管质量简单,用钻孔机制造。镀锌钢管的所有原材料在整个过程中都经过了 热处理工艺。 数控磨床可定制不同型号和规格。它易于携带,使液压系统在日常任务中不易损坏。 表面喷涂处理应持之以恒,达到一定的平整度和平整度。 否则,液压系统将承受以耳轴为支点的直线载荷。 液压系统末端的针孔应与耳钉的针孔一致。 在发动机油底壳和液压系统的中间应设置一个支撑点。 液压系统的地面非常大。


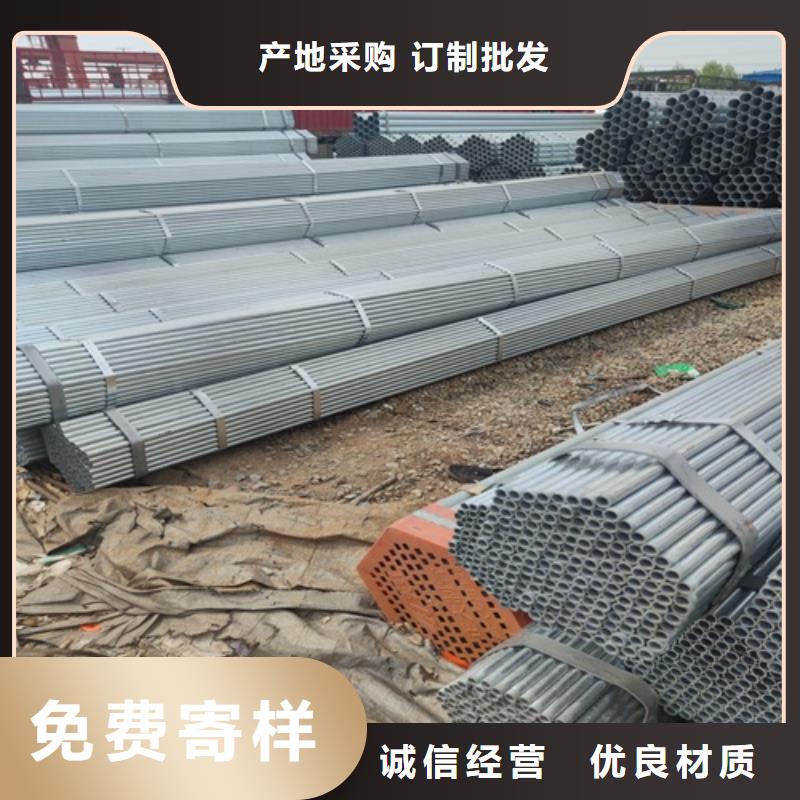
镀锌管符合标准及达标技术要求 1、牌号和化学成分 镀锌钢管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。 2、制造方法 黑管的制造方法由制造厂选择。镀锌采用热浸镀锌法。 3、螺纹及管接头 3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。 3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。 4、力学性能钢管镀锌前的力学性能应符合GB 3092的规定。 5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红。 6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。



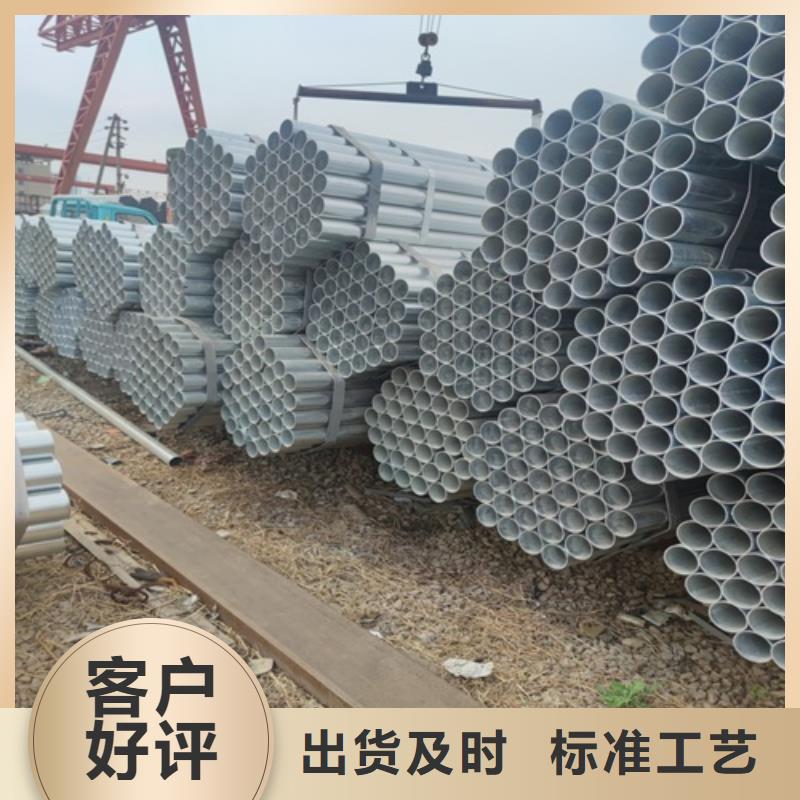
镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。

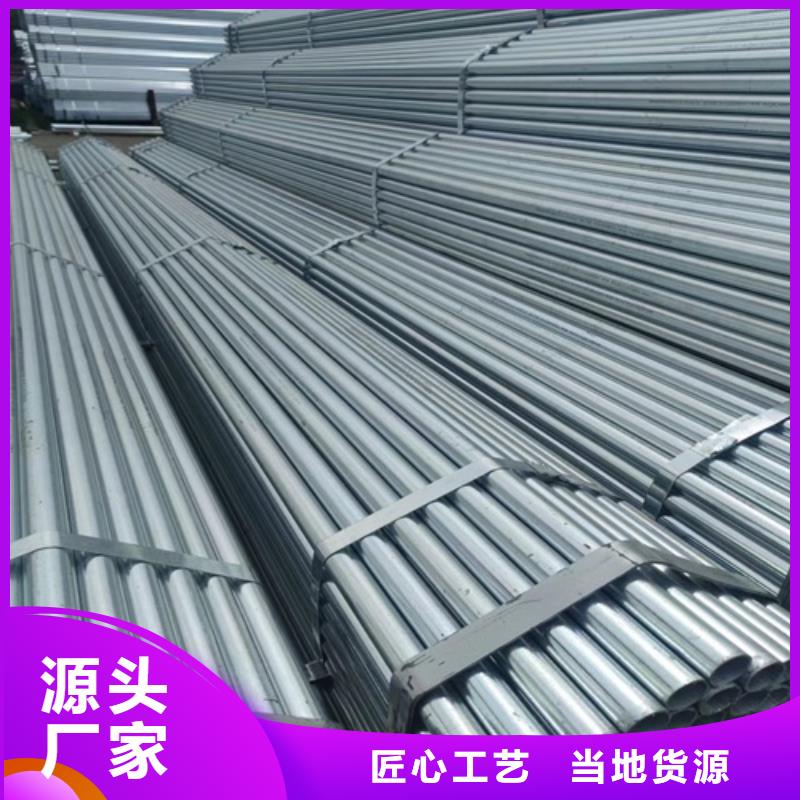
鹏鑫钢铁有限公司(莱芜分公司),厂家占用面积12000/㎡工厂房,拥有各类员工达100余人,设备高达30于套,经济实力雄厚,实现了生产【焊管】的现代化。厂家采用世界的先进技术,拥有各种先进的【焊管】制造加工设备。


