



4、对中:两焊管段端面要正好对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
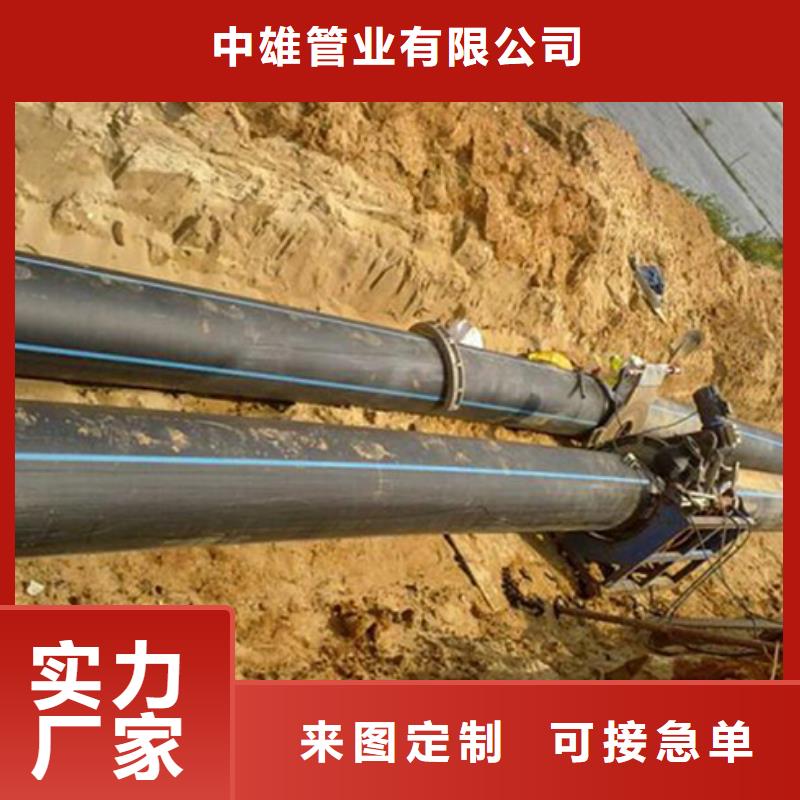
HDPE管道工程案例:
四川成达工程设备有限公司 HDPE管道
株洲市众诚塑料制品有限公司 HDPE管道
洛阳坤德霖装饰设计有限公司 HDPE管道
中十冶集团有限公司营盘坑赤泥库工程项目部 HDPE管
出口孟加拉河务局 HDPE输沙管 Φ718*30 400根;120万美金
江西省冶金实业有限公司 HDPE管
江铜集团(德兴)实业有限公司 HDPE排管道
福建汇景园林景观设计工程有限公司(山西晋中市百草坡植物园HDPE灌溉管道)

厂家实力
多年MPP电力管道行业经验源头工厂只为您提供更优质的产品

优选原材
MPP电力管道材料严格筛选确保品质出厂经过多层质检

按需定制
MPP电力管道款式多样一站式采购多年贴心售后
MPP电力管道的图文介绍
操作便捷结实耐用

中雄管业(漯河市分公司)位于宜阳产业集聚区,是一间较大型的 MPP电力管道厂家,拥有先进的生产设备和检测设备。企业以开发、研制、检测、生产、营销等完善的服务体系,为广大客户提供优质的产品及专业化的服务。 本公司以完整、科学的质量管理体系,以好的质量、优惠的价格为广大客户提供服务。公司的诚信、实力和产品质量获得业界的认可。欢迎各界人士莅临本公司参观、指导和业务洽谈。