
我们为您呈现的镀锌管厚壁无缝管源头工厂产品视频,是为了让您更好地体验产品的各项功能和特点。请您抽空观看,一定会为您带来惊喜。
以下是:镀锌管厚壁无缝管源头工厂的图文介绍

苏沪金属制品(武威市分公司)
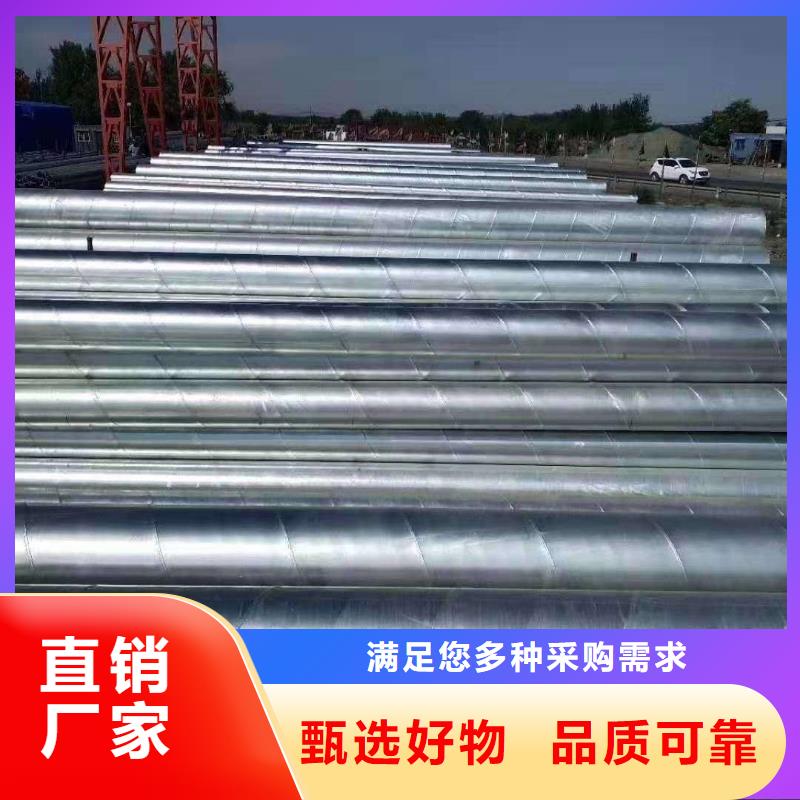
出众的品质合理的价格让您买的舒心用着安心
OUTSTANDING QUALITY AND REASONABLE PRICE MAKE YOUR PURCHASE COMFORTABLE AND SAFE TO USE
09CuPCrNiA角钢的详细介绍
本地厂家品牌专营

苏沪金属制品(武威市分公司)自成立起便将严谨的工作态度注入公司企业文化中,在 09CuPCrNiA角钢产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 09CuPCrNiA角钢产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 09CuPCrNiA角钢渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



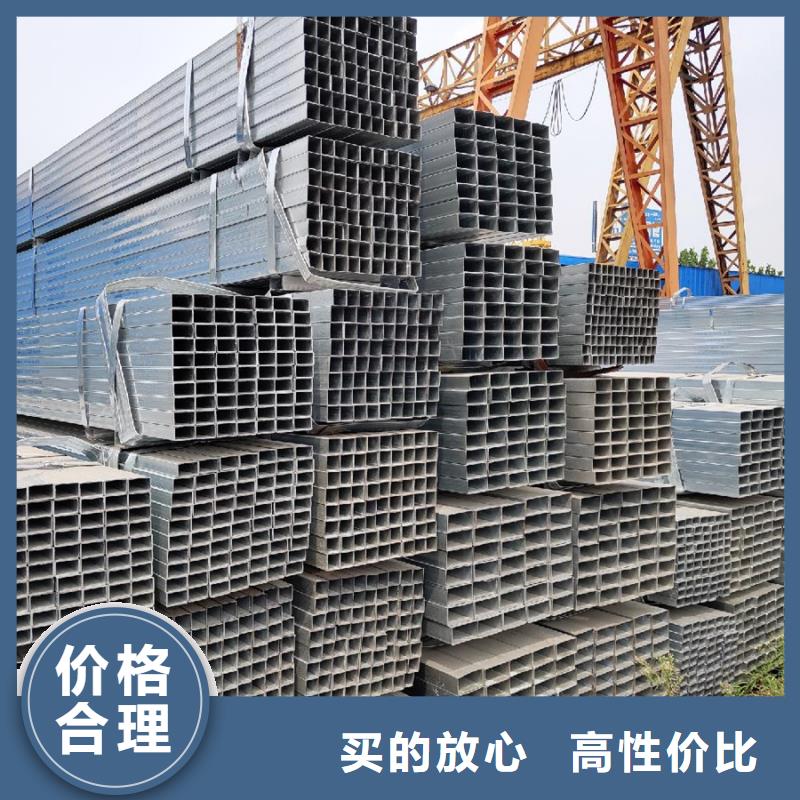
自有厂家多年09CuPCrNiA角钢经验质量值得信赖

品质源于细节
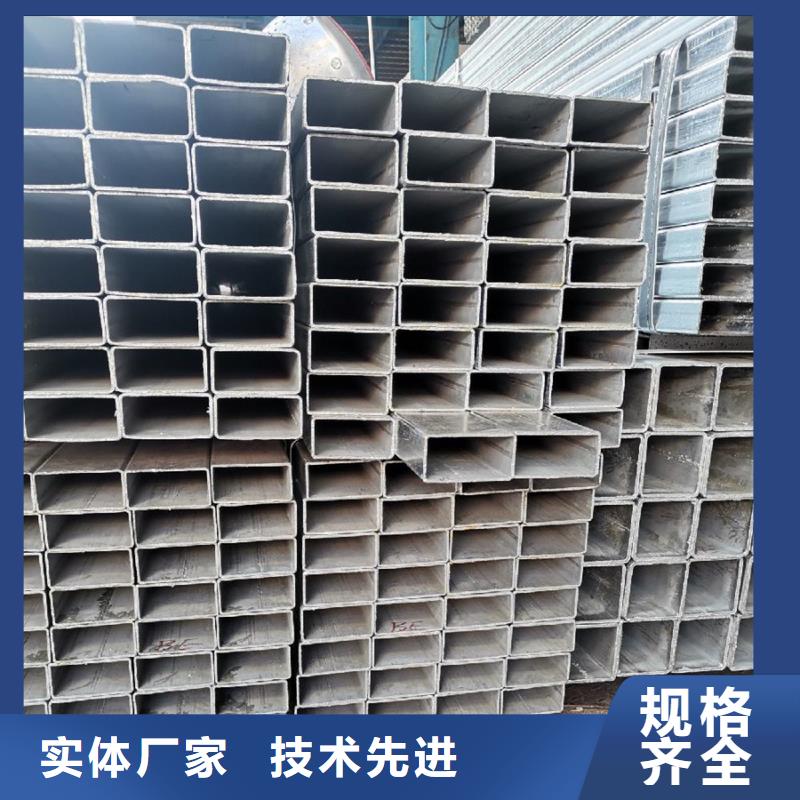
09CuPCrNiA角钢品质优良贴心服务用质量打造市场口碑

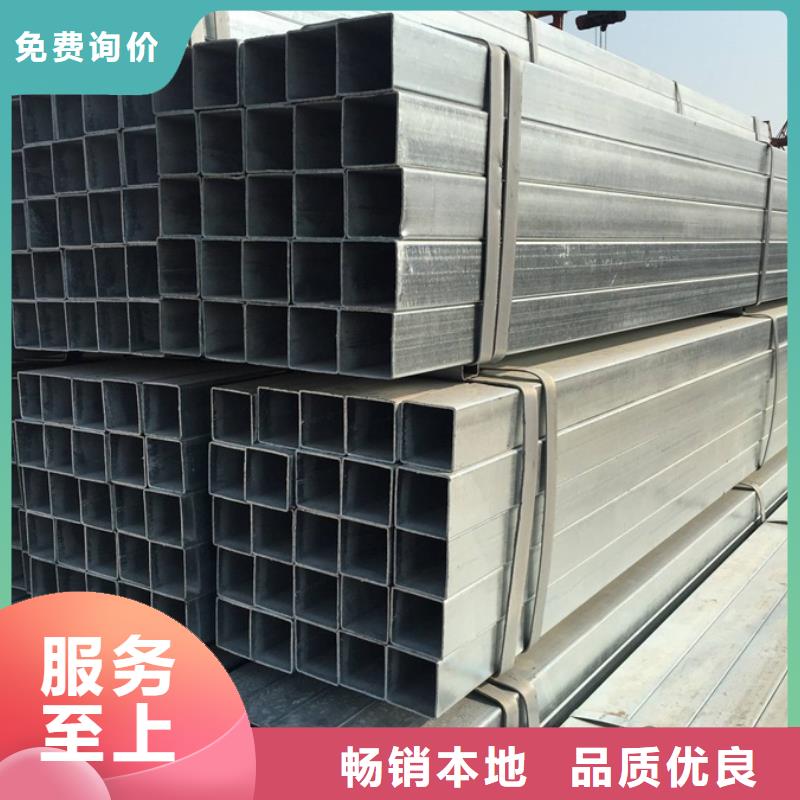
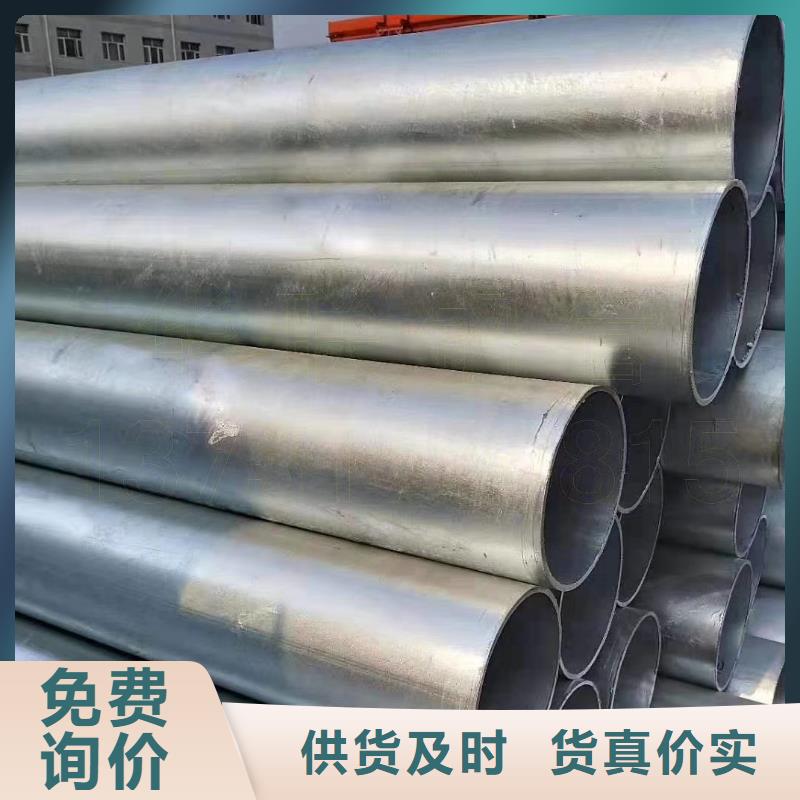
规格种类多样09CuPCrNiA角钢可根据需求定制



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。