
【全新视界!】防水材料止水铜片定制价格厂家产品视频,带你领略产品新风尚!
以下是:防水材料止水铜片定制价格厂家的图文介绍


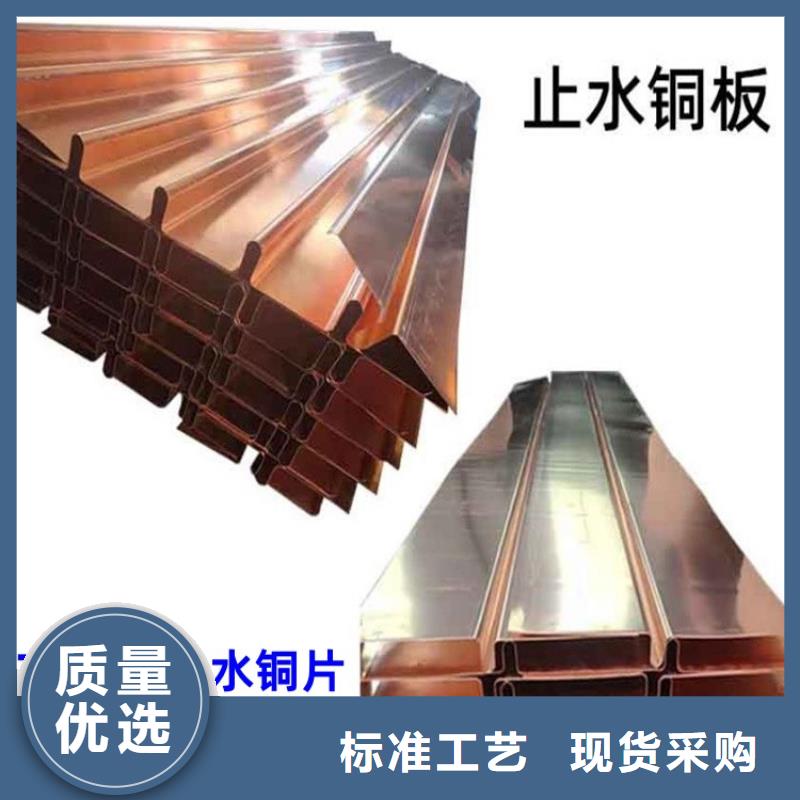
止水铜片紫铜止水焊接,通常采用搭接焊的方式,止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。



金鸿耀工程材料(大庆市分公司)坚持“以诚信树品牌,以创新求发展”,通过不断的创新与超越,在 双壁打孔波纹管产品创新、管理创新、公司发展上实现与时代同步,成为行业的典范,铸造于 双壁打孔波纹管“的可持续发展的美好愿景。公司组建了由不同地区、不同城市近50位人才构成的好的设计与施工团队; 双壁打孔波纹管成功案例遍及北京、天津、河北、山西、江苏、浙江、云南、湖南等多个城市。


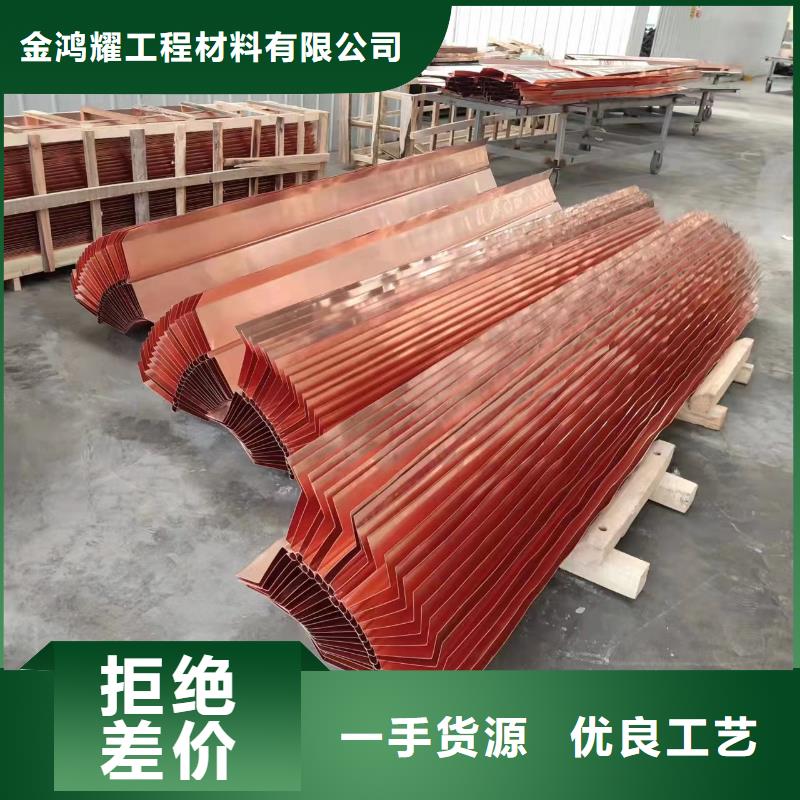
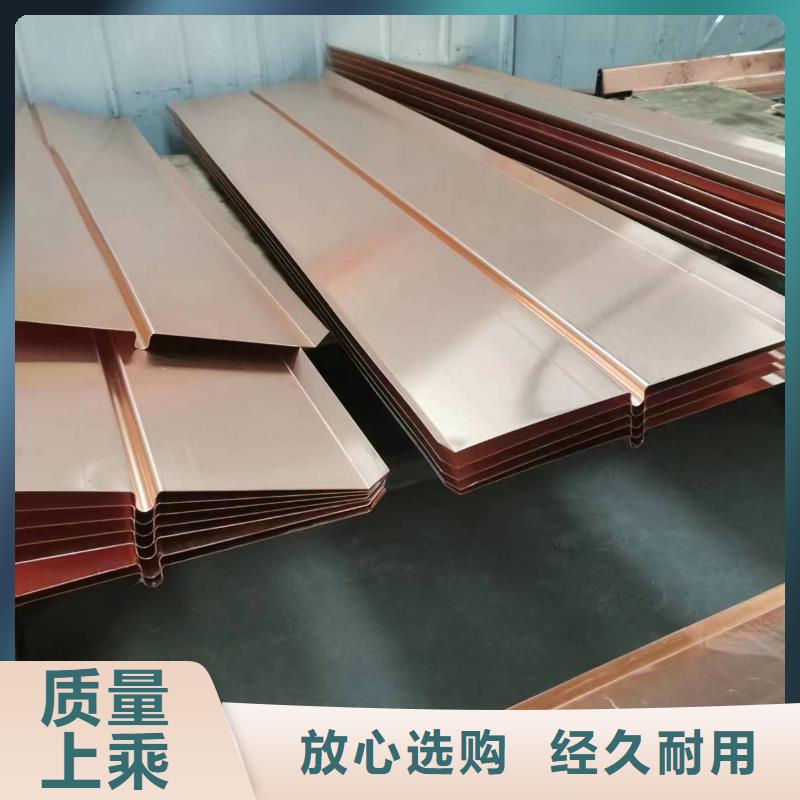
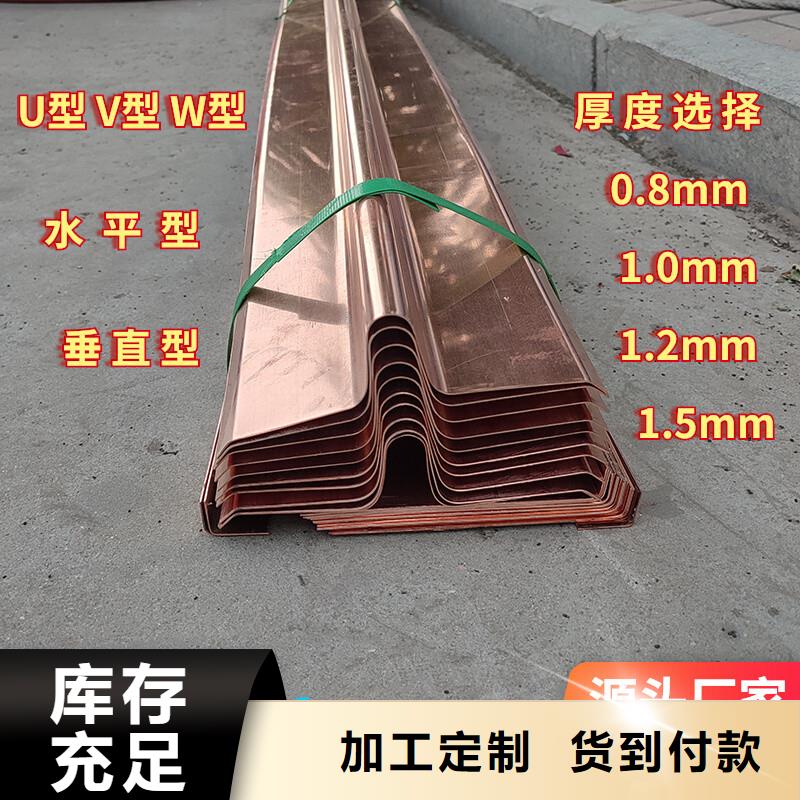
止水铜片的接头,可以根据施工的需要加工成不同的形状。止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。 1、 焊接成型 先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。 2、 一次性冲压成型 一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。 因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。



我们知道无论是普通的住房建筑,止水铜片还是大型的防水大坝、大电站或者桥梁,都需要防水,而水利水电工程,均是采用铜止水片作为防水材料。那么为何一定要用铜止水片呢?顾名思义,铜止水片是为了止水、防水而存在。而我们的水工建筑,在施工过程中,不可能一次完成,那么在进行混凝土浇筑的过程中,各个浇筑体之间由于湿度不一,会形成一道裂缝。而在使用过程中,由于有这一道裂缝(施工缝)的存在,建筑体就会发生渗漏。为了防止渗漏的情况出现,因此在这个施工缝处设置止水铜片,以达到防水、止水的目的。 铜止水片是由99.8%以上的纯铜熔铸锻造延压而成,防水性能良好,因此别广泛的应用于各大水工建筑当中,由于纯铜在空气中氧化肉眼成紫红色,因此又称紫铜止水。铜止水片为水工建筑重要的止水系统,而止水系统均需设置分缝或止水缝以实现止水材料的安装的,这样设置的目的是为了减少地基发生不均匀沉降、温度变化和砼干缩引起的底板断裂和裂缝,也称 缝。而我们就是用止水缝的方向或位置来区别是垂直止水还是水平止水。 我们将那些设置在墙上的止水缝称为垂直止水或铅直止水;而将设置在底板以及连接处的称为水平止水。当然,在各个交界处或连接处需要设置止水铜片接头。



