


我们为您准备了【无缝方管【凸形管】现货直供】产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【无缝方管【凸形管】现货直供】的图文介绍
乐道精密钢管厂家(张家口市分公司)总部坐落于坐落在闻名的 工业螺旋管之乡河北张家口,这里风景秀丽,美丽富饶,占地面积6000余平方米,厂房面积6000平方米,城市]及标准设备80余台,是城市] 工业螺旋管的专业生产厂家,。本厂 工业螺旋管产品生产已有20余年历史,积累了丰富的经验技术,性能一直处于同行业中较高地位。20余年来,公司秉承现代企业的科学管理模式,精工制造、锐意进取、开拓创新、快速崛起成为国内 工业螺旋管业专业厂家。


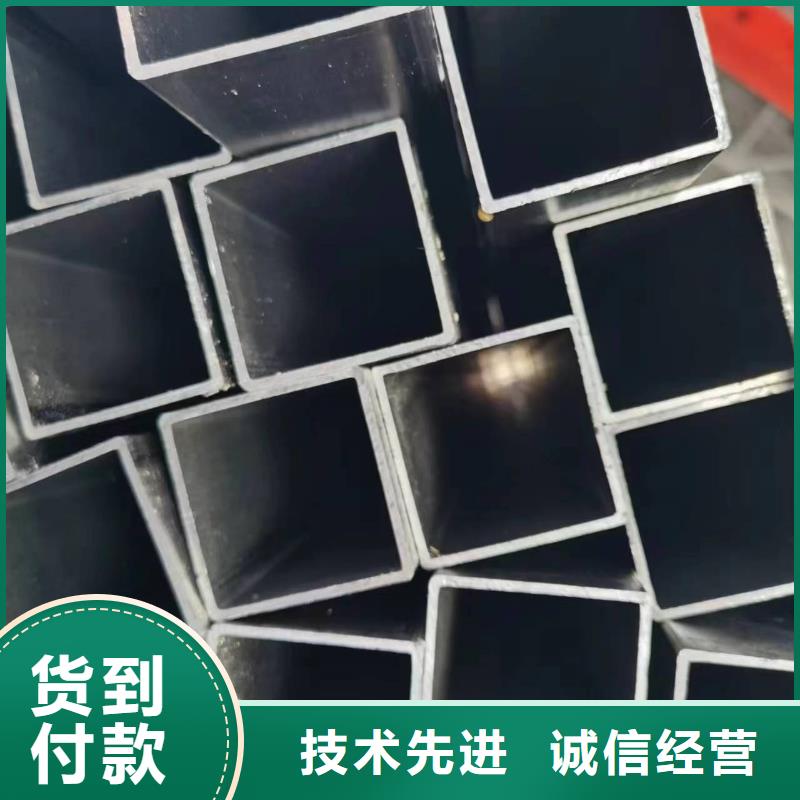
无缝方管成型方法:
1、实弯
无缝方管实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。
① 实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短;
② 实弯弯折处金属会因拉伸而变薄。
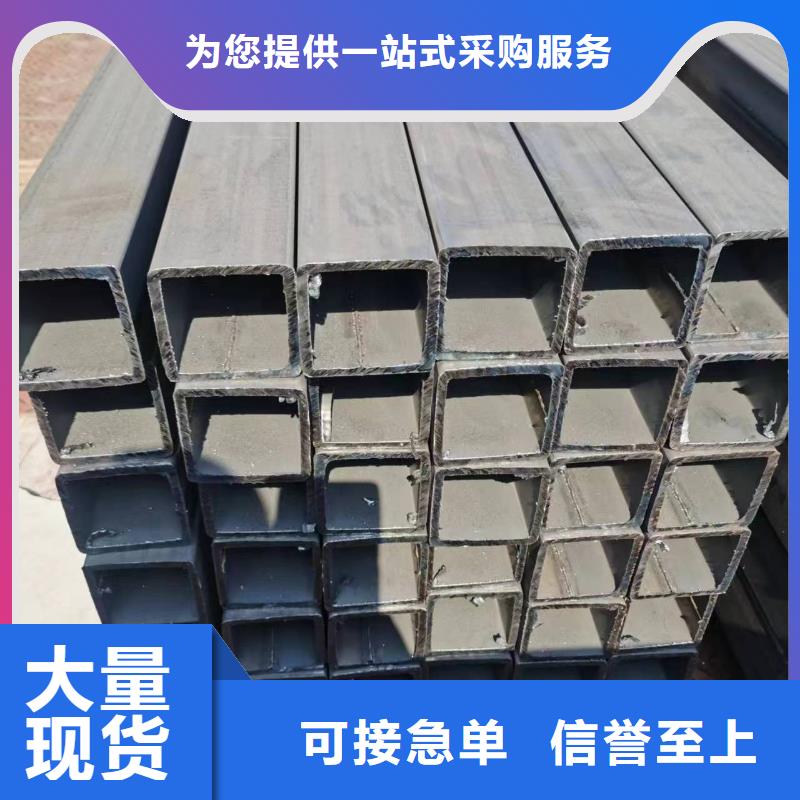
无缝方管空弯
空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。
无缝方管空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。






无缝方管头尾壁厚不均匀的原因是管坯的前切坡、管坯的过度弯曲和对中孔不正确,容易造成钢管头壁厚不均匀。穿孔时伸长系数过大,轧辊速度过高,轧制不稳定。冲孔机抛钢不稳定,容易造成毛管尾部壁厚不均。其措施是检查管坯质量,防止管坯前端大切坡和减径,在更换孔道或修补时纠正定心孔。采用较低的穿孔速度,保证了轧制的稳定性和毛细壁厚的均匀性。在调整辊速时,配套导板也相应调整。
无缝方管和冷轧方管是型钢或钢板的成形工艺。它们对钢的组织和性能有很大的影响。钢材的轧制主要是热轧,冷轧仅用于生产小型钢和薄板。
无缝方管热轧
优点:能破坏钢锭的铸造组织,细化钢的晶粒,组织缺陷,使钢致密,提高力学性能。这种改进主要体现在轧制方向上,使钢材在一定程度上不再各向同性;在高温高压的作用下,也可焊接浇注过程中形成的气泡、裂纹和松动。



无缝方管冷轧钢板允许截面局部屈曲,可以充分利用构件屈曲后的承载能力;热轧型钢不允许局部屈曲。
无缝方管热轧型钢和冷轧型钢产生残余应力的原因不同,因此残余应力在型钢上的分布也有很大的不同。冷弯薄壁型钢截面上的残余应力分布为弯曲型,热轧型钢或焊接型钢截面上的残余应力分布为薄膜型。
无缝方管热轧型钢的自由扭转刚度高于冷轧型钢,因此热轧型钢的抗扭转性能优于冷轧型钢。
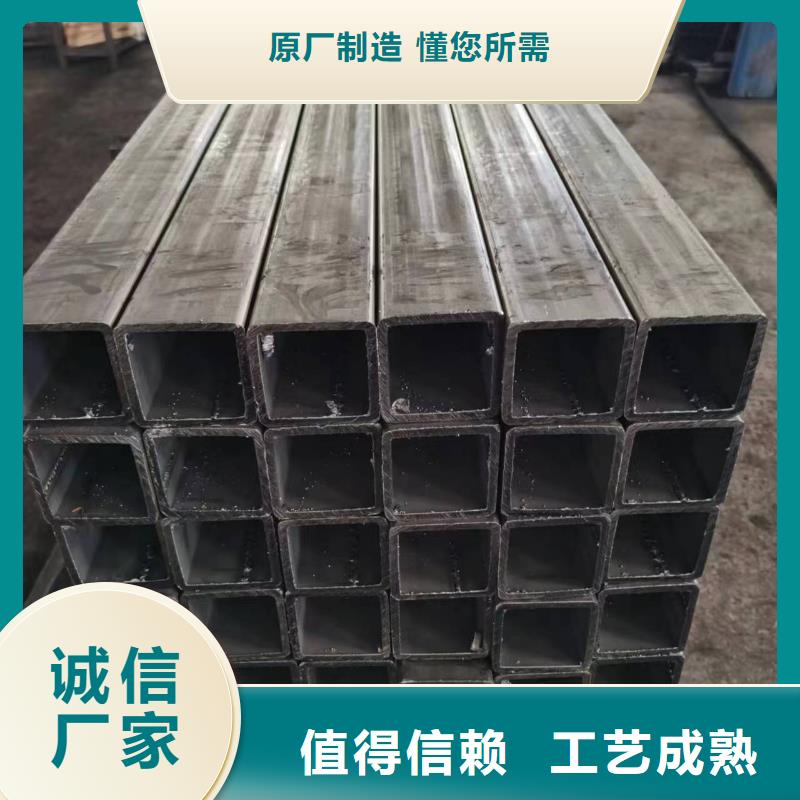
无缝方管工艺分类
无缝方管按生产工艺:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。
无缝方管分为:
(a)按工艺分为电弧焊方管、电阻焊方管(高频和低频)、气焊方管和炉焊方管两部分
(b)按焊缝分为直焊方管和螺旋焊方管
