

不要错过我们上传的Q345B钢管规格表视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:Q345B钢管规格表的图文介绍

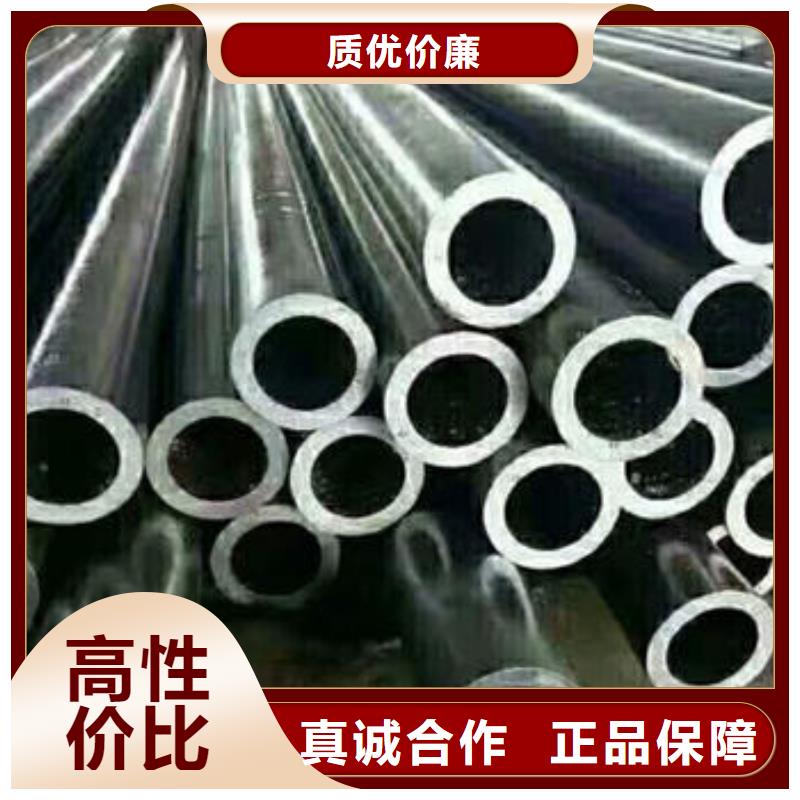
无缝钢管不均主要表现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。详细为:螺旋状壁厚不均成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整缘由形成的壁厚不均,普通沿钢管的全长呈螺旋状散布。首要方法是调整穿孔机轧制中心线,使两轧辊的倾角持平,按轧制表给定参数调整轧管机。 直线状壁厚不均成因:芯棒预穿鞍座高度调整不适宜,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,形成壁厚不均以至拉凹缺陷。连轧轧辊空隙过小或过大。轧管机中心线误差。单、双机架压下量不均,会构成法兰单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称误差。 调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。交换孔型及轧制规范时应丈量轧辊空隙,使理论轧辊空隙与轧制表坚持分歧。用光学对中安装调整轧制中心线,每年大修时校正轧管机中心线。厚壁钢管、头、尾部壁厚不均成因:管坯前端切斜度、弯曲渡过大、管坯定心孔不正易形成钢管头部壁厚不均。 穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易构成钢坯尾部壁厚不均。检查管坯质量,避免管坯前端切斜度、压下量大,交换孔型或检修均应校正定心孔。选用较低的穿孔速度,以确保轧制的稳定性和钢坯壁厚的平均度。当调整滚动速度时,匹配导板将相应地调整。


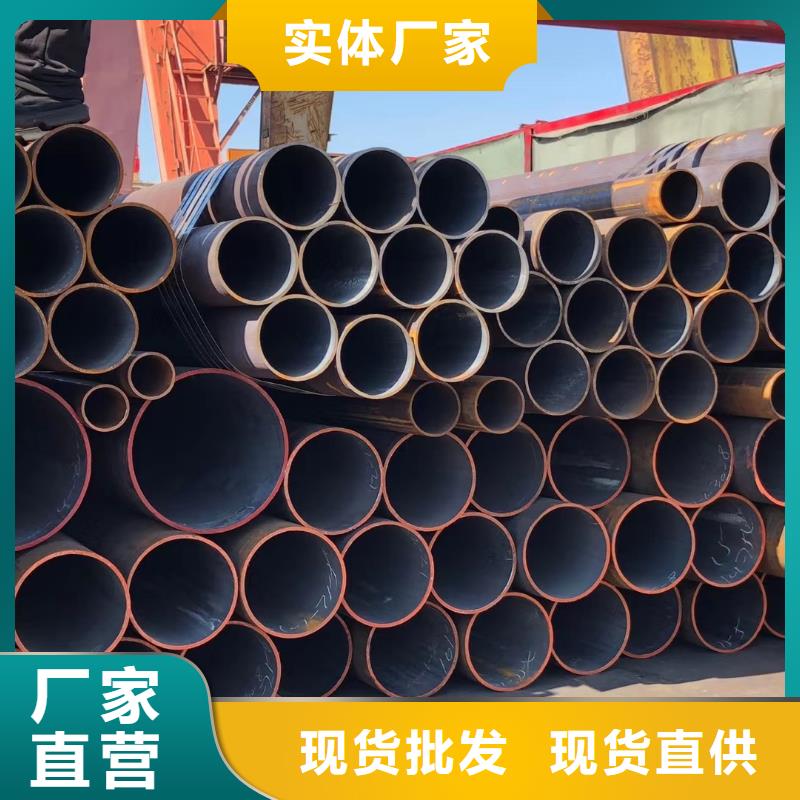
为获得内表面质量好的大口径无缝管,减少芯轴的磨损,必须保证芯轴和毛细管的内表面良好,因此需要去除氧化铁,热膨胀前毛细管内孔附着的氧化铁皮等杂质,避免热膨胀过程中内表面附着氧化铁皮等杂质。 热膨胀管的质量和芯棒的使用寿命。目前,去除附着在毛细管内孔内表面的氧化铁皮等杂质,一般采用人工进行,毛细管两端用专用清洗工具清洗。 操作人员是劳动密集型的,费时费力。本操作的目的是提供一种去除无缝钢管内孔氧化铁皮的装置,旨在解决现有技术中去除内孔氧化铁皮的方法存在的问题。 需要膨胀变形的毛细管采用人工方式,清洗方式为人工方式。效果差,效率低,操作人员劳动强度大,费时费力。作为一种改进的方案,靠近旋转辊道电机一端的一对辊子的驱动辊子穿过万向联轴器。它与旋转辊道电机的驱动轴相连。由于20G无缝钢管内孔除垢装置包括钢管转动机构和浮动棱镜,钢管转动机构包括转动辊道电机、辊道架和多组辊道。置于对辊的主动辊与从动辊之间,浮动棱柱置于钢管内孔内,辊道平行轨道与水平面成一定角度,旋转辊道电机通过传动轴和传动轴驱动对辊。旋转,从而支撑和驱动钢管的圆周旋转。钢管内孔中的浮动棱柱在自身形状和自重的作用下始终处于钢管体底面,不随钢管体转动。相对摩擦去除附着在钢管内孔内表面的氧化铁皮等杂质。该过程由机械完成,降低了工作人员的劳动强度,提高了工作效率。 同时也有效减少了热膨胀管的内孔磨损,降低生产成本。



几年来杰达通钢管(济宁市分公司)通过全体员工的共同努力,兄弟单位的友好协作,且准确的把握了 [薄壁无缝钢管]市场信息和机遇,拥有稳定的客户群,公司以较高的速度不断发展完善。看未来,我们会在全国经济快速发展的同时,以优异 [薄壁无缝钢管]产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。

