
观看我们的产品视频,就像打开了一扇通往球墨铸铁管在线咨询产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:球墨铸铁管在线咨询的图文介绍

以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管


球墨铸铁的主要用途在车辆中的三个关键区域使用球铁: 1)汽车发动机部件的动力装置; 2)传动齿轮系统、齿轮和联轴器的驱动力传动; 3)悬挂车辆、制动系统和转弯设备。 球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。球墨铸铁管的优点:在中低压管网中,球墨铸铁管具有运行可靠、损坏率低、施工维护方便、速度快、防腐性能优异等优点。球墨铸铁管的缺点:球墨铸铁管的连接受水平、责任感等人为因素的影响较大,施工不像PE管那么方便。PE管的优点:PE管具有良好的耐腐蚀性,其耐无机性能远强于金属管,无需防腐,施工方便。小口径PE管的性价比优于钢管和球墨铸铁管。PE管的缺点:苯、汽油、四氯化碳等有机溶剂对聚乙烯有一定的影响。球磨铸铁管的适用范围包括长期农业机械用于农牧业、路面和工程建筑。所有农业机械铸件包括各种拖拉机配件、犁桦树、固定支架、快速夹具和滚轮。农业三轮车的两个后轴壳是典型的零件,初采用不锈钢铸造。各种机械设备,包括挖掘机、入口、起重设备、制冷压缩机、球铁铸件,应在路面铺装和工程施工中燃烧。



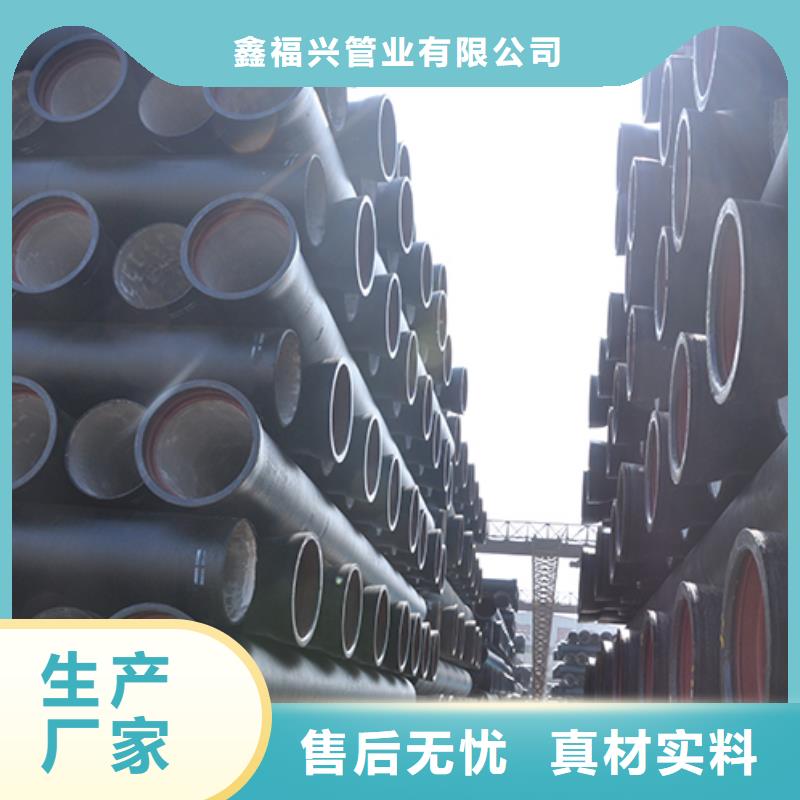
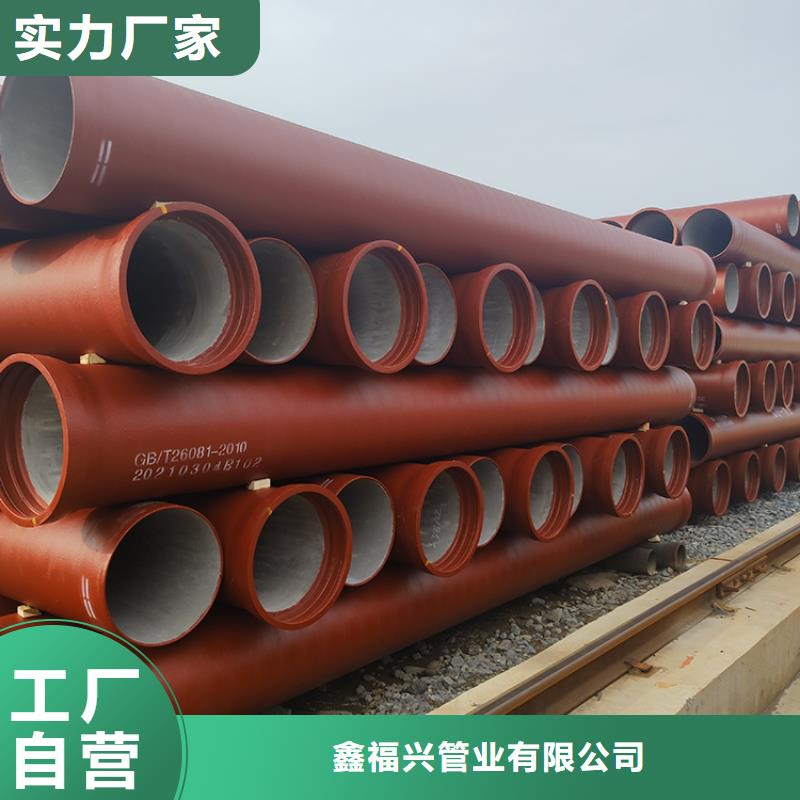
鑫福兴管业(永州市分公司)是一家专营(湖南永州) 本地 球墨铸铁管的大型企业,公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。

球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
