17768165506



联系我们

更新时间:2025-05-31 20:37:44 ip归属地:海北,天气:小雨,温度:2-16 浏览次数:15 公司名称: 建贸机械设备(海北市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |




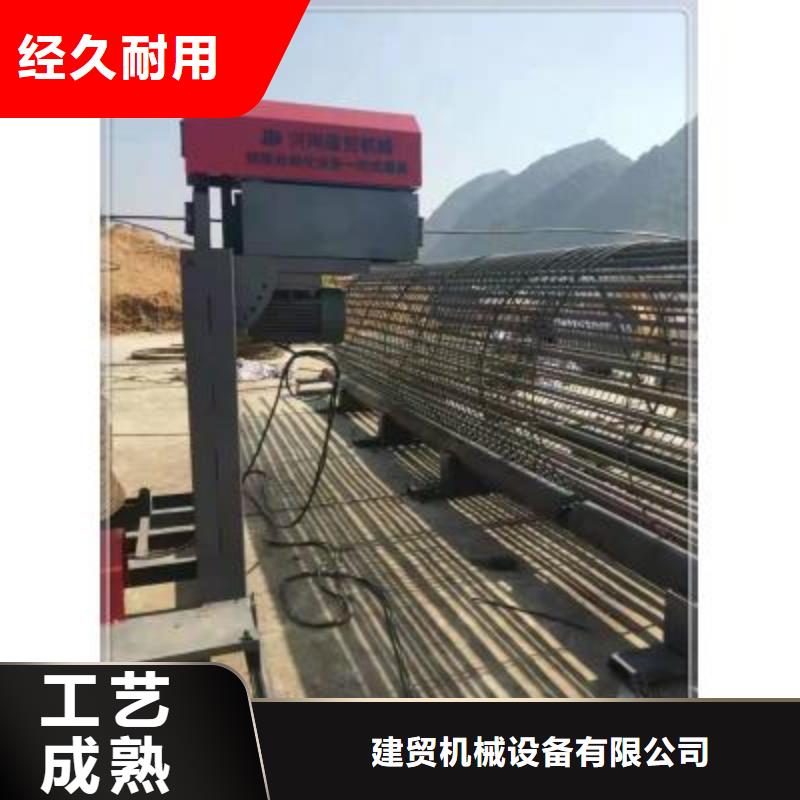
绕筋机产品特点:
一 胶辊壁近8个厚 219无缝管 一般厂家对外宣称6个厚实际4.75或者5.75厚 不耐用
二 小车轨道为钢轨,一般厂家用料为钢管或者三角铁或者槽钢
三 控制系统为台湾永宏,稳定,一般厂家国内小系统不稳定
四 双向操作,配备无线遥控器 任意变径 部分厂家不带遥控器
五 整机槽钢部分少用的12 一般厂家用的10
六 小车全封闭改板,其他厂家不封闭,不
七 3个变频器控制,稳定绕筋间距,加上加密变径,共4组数据,可以任意切换,部分厂家2个变频器,长期干,不稳定,且带加密多只能切换3组数据
八 小车和配电柜分离,操作更,部分厂家为节省成本,配电柜放行走小车上,及不,工人容易卷入笼子,造成没必要损失
九 变径速度随着变径改变,很多厂家原速度是1变径大了或者小了还是原1速,导致变径后速度过慢或过快
十 现在系统升级后可以存储6组数据 即使后期换工人了不会使用 点开之前存的多大笼子怎么做的数据直接就可以干活 很方便 很多厂家系统没有存储功能
十一 系统速度可以到 部分厂家因变频器用的差 速度只能到50%或者改参之后也只能到70%
质保一年 一年内所有件整机质保一年
一个螺丝钉坏了也保
主电机7.5KW 调直5.5KW小车3.0KW
含一年质保(一个螺丝钉坏也保)
 建贸机械设备有限公司
我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。3.严禁在钢筋弯曲机工作期间站人,除工作操作人员其余人要远离生产现场,弯曲好的半成品应堆放整齐,弯钩不得朝上。4.在生产工作完成后及时的切断电源清理设备清理现场,从而方便下次的正常使用。 全自动数控钢筋笼绕筋机平时的维护和保养工作:一、全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。
建贸机械设备有限公司
我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。3.严禁在钢筋弯曲机工作期间站人,除工作操作人员其余人要远离生产现场,弯曲好的半成品应堆放整齐,弯钩不得朝上。4.在生产工作完成后及时的切断电源清理设备清理现场,从而方便下次的正常使用。 全自动数控钢筋笼绕筋机平时的维护和保养工作:一、全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。
 海北钢筋笼绕筋机
优选好货
建贸机械设备有限公司
用途概述
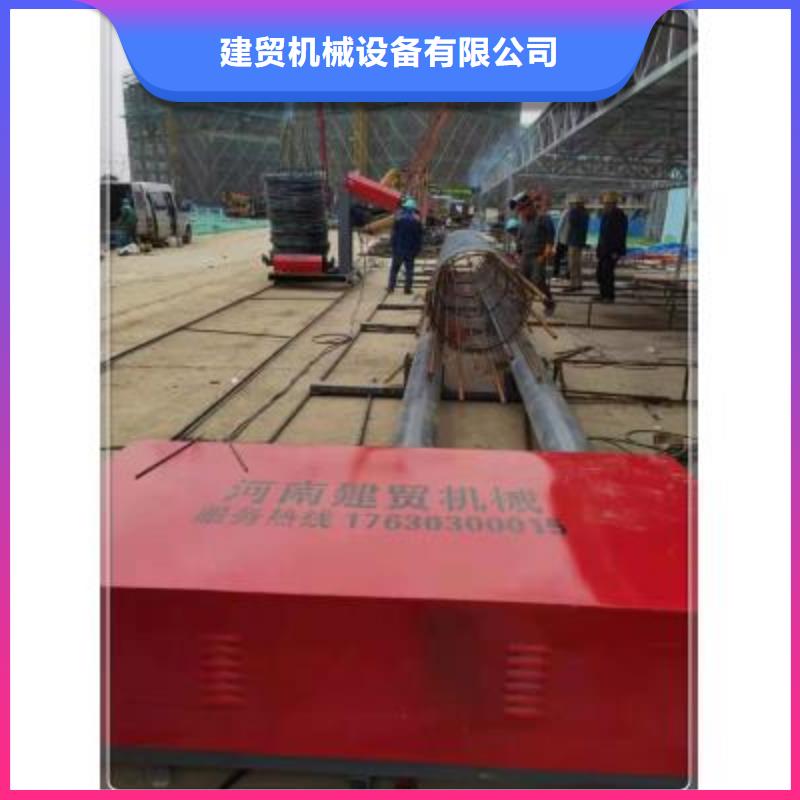
RLJ-3000型钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在铁辊上制作骨架)。 其标准节连接、长短按需组装方式的 产品 RLJ-3000型钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。
工作原理:钢筋笼绕筋机主机是采用摩擦传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。
钢筋笼生产线操作规程
钢筋笼生产线是多工序、工步同时配合生产钢筋笼的专业设施,要求所有参与人员必须做到;
1;生产线操作人员必须熟悉本机生产全部工艺过程
2;生产线工作期间不允许非生产人员触碰机械、工件。
3;生产前调试好各机械、部件及润滑。试运行各手动、自动功能
4;骨架成型后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。
5;生产过程中随时处理物件及流动人员,保障生产。
6;设备上拼装骨架,旋转工件时采用点动,避免连续转动。
7;绕筋成型后必须断开绕筋,推开小车给钢筋笼出料让路
8;机械进行维修、更换机件、维护保养时不得开动机器
9;成型机机械须有良好的保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好的工作状态。
10;工作完毕、停工期间清理场地、断开电源、主件遮盖。
jmc1
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
海北钢筋笼绕筋机
优选好货
建贸机械设备有限公司
用途概述
RLJ-3000型钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在铁辊上制作骨架)。 其标准节连接、长短按需组装方式的 产品 RLJ-3000型钢筋笼绕筋机可以长期固定工厂化大批量生产钢筋笼,也可进行短、频、快的流动加工生产。 广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的桩基等大型基础设施。
工作原理:钢筋笼绕筋机主机是采用摩擦传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。
钢筋笼生产线操作规程
钢筋笼生产线是多工序、工步同时配合生产钢筋笼的专业设施,要求所有参与人员必须做到;
1;生产线操作人员必须熟悉本机生产全部工艺过程
2;生产线工作期间不允许非生产人员触碰机械、工件。
3;生产前调试好各机械、部件及润滑。试运行各手动、自动功能
4;骨架成型后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。
5;生产过程中随时处理物件及流动人员,保障生产。
6;设备上拼装骨架,旋转工件时采用点动,避免连续转动。
7;绕筋成型后必须断开绕筋,推开小车给钢筋笼出料让路
8;机械进行维修、更换机件、维护保养时不得开动机器
9;成型机机械须有良好的保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好的工作状态。
10;工作完毕、停工期间清理场地、断开电源、主件遮盖。
jmc1
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。