以下是:【冷拔管】冷拔无缝钢管实力优品的产品参数
| 产品参数 |
|---|
| 产品价格 | 176 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
以下是:【冷拔管】冷拔无缝钢管实力优品的图文视频
【冷拔管】冷拔无缝钢管实力优品,精拉管业(嘉兴市分公司)为您提供【冷拔管】冷拔无缝钢管实力优品产品案例,联系人:李涛,电话:18762195566、18762195566,QQ:279437696,发货地:汇通国际金属物流园A121。 浙江省,嘉兴市 嘉兴市,浙江省辖地级市,长三角重要中心城市、上海大都市圈重要城市、杭州都市圈副中心城市,位于浙江省东北部、长江三角洲杭嘉湖平原腹地,介于东经120°18′~121°16′,北纬30°21′~31°02′之间,东接上海、北临苏州、西邻杭州,与宁波、绍兴隔江相望;东临大海,南濒杭州湾钱塘江,京杭大运河夹城而过,扼太湖南走廊之咽喉,处江河湖海交会之位;陆地面积3915平方千米,海域4650平方千米。截至2023年6月,嘉兴市辖2个市辖区、3个县级市、2个县;常住人口555.10万人。
【冷拔管】冷拔无缝钢管实力优品产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:【冷拔管】冷拔无缝钢管实力优品的图文介绍
精拉管业(嘉兴市分公司)致力于高质量的,高品质,高标准 精拉无缝钢管产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 精拉无缝钢管产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。


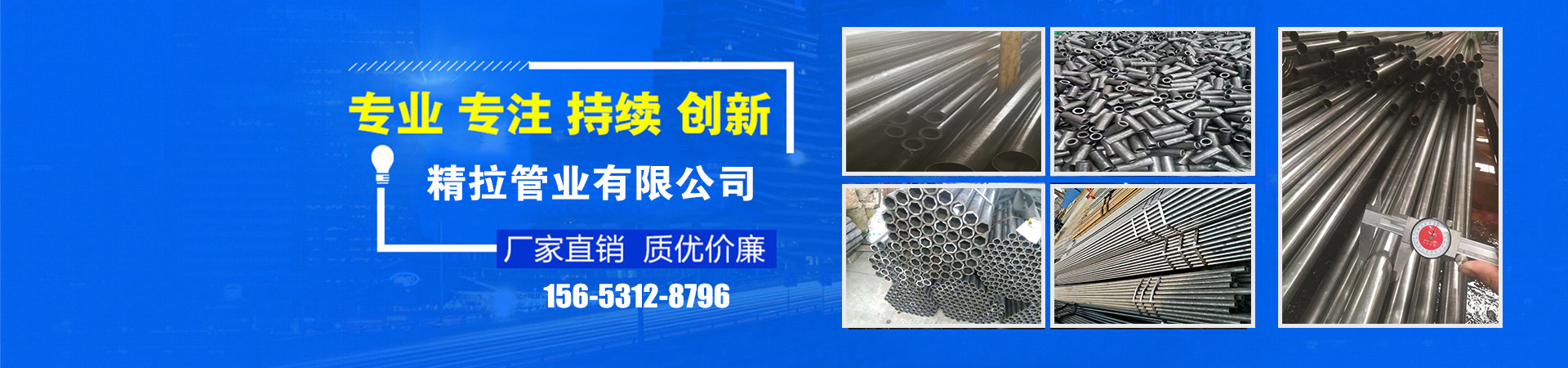
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧冷拔管的交货状态一般是热轧状态经过热处理后进行交货。热轧冷拔管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



大多数的冷拔管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。冷拔管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的冷拔管的邮寄地址等等。
一般的冷拔管的生产工艺可以分为冷拔与热轧两种,冷轧冷拔管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧冷拔管要短于热轧冷拔管,冷轧冷拔管的壁厚一般比热轧冷拔管要小,但是表面看起来比厚壁冷拔管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



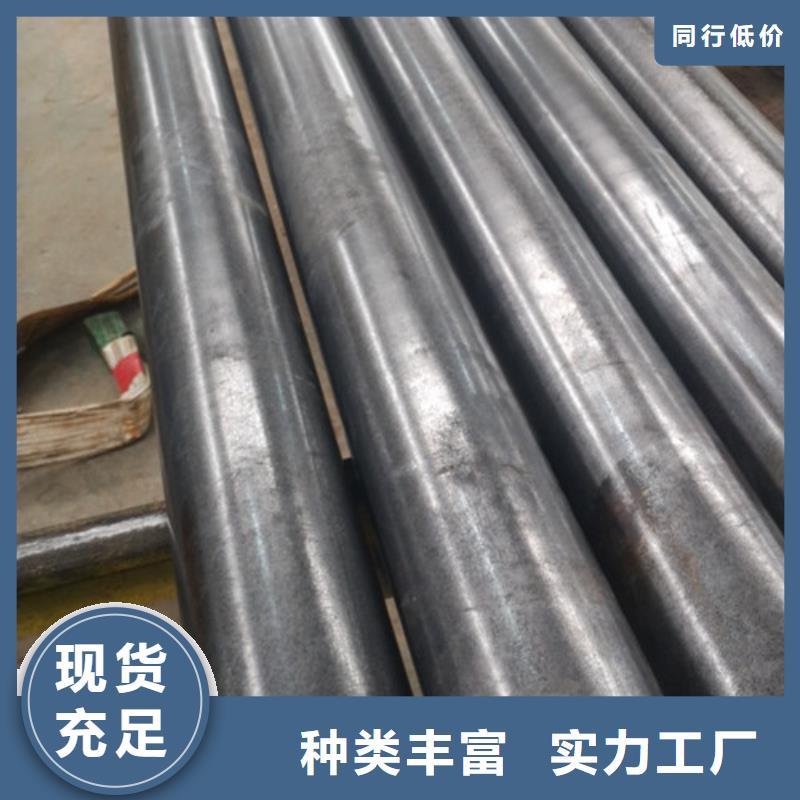
冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
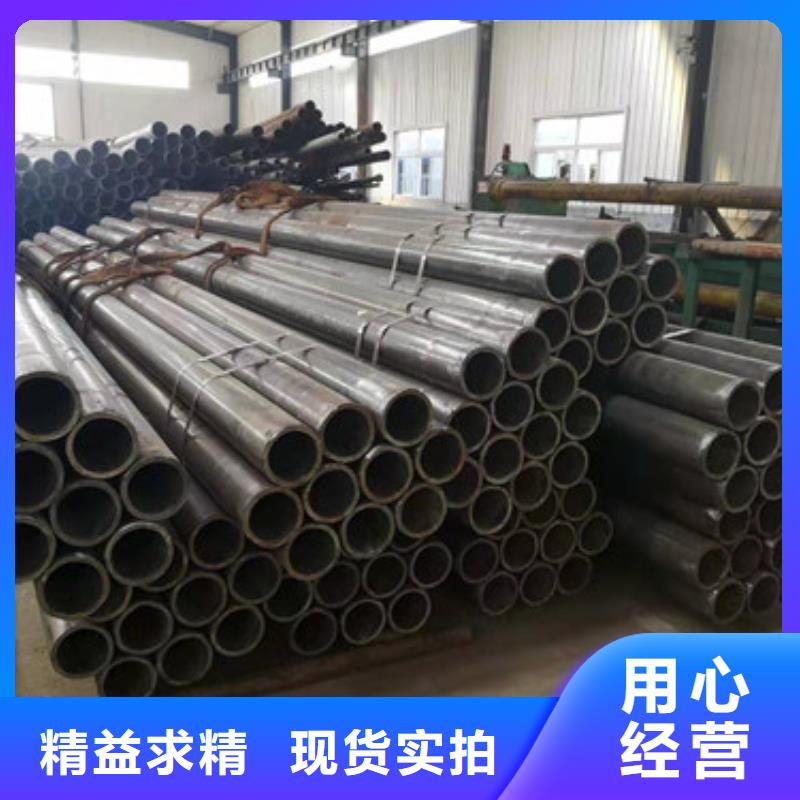
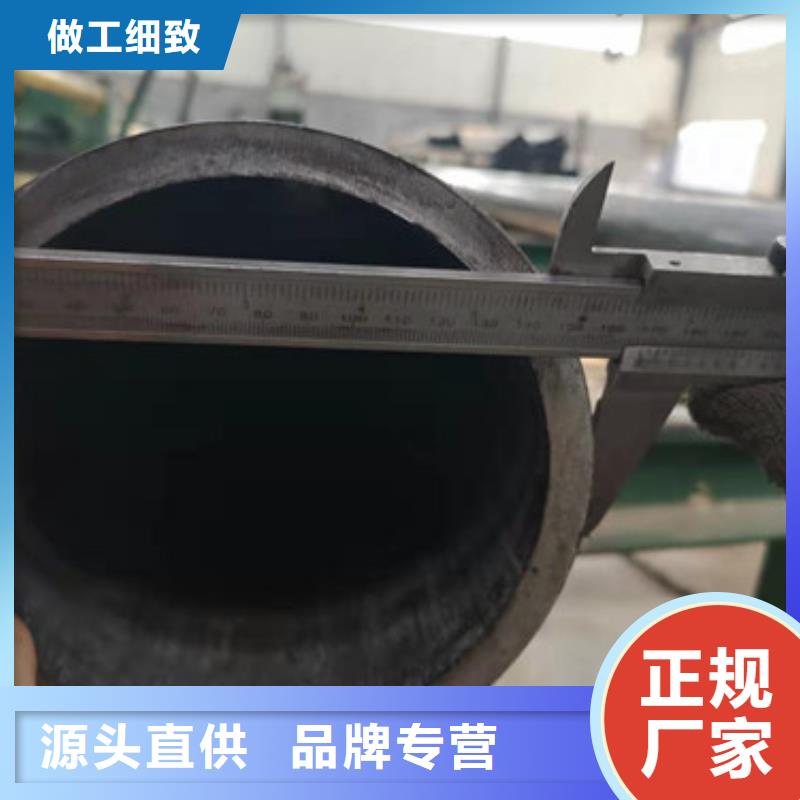
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。



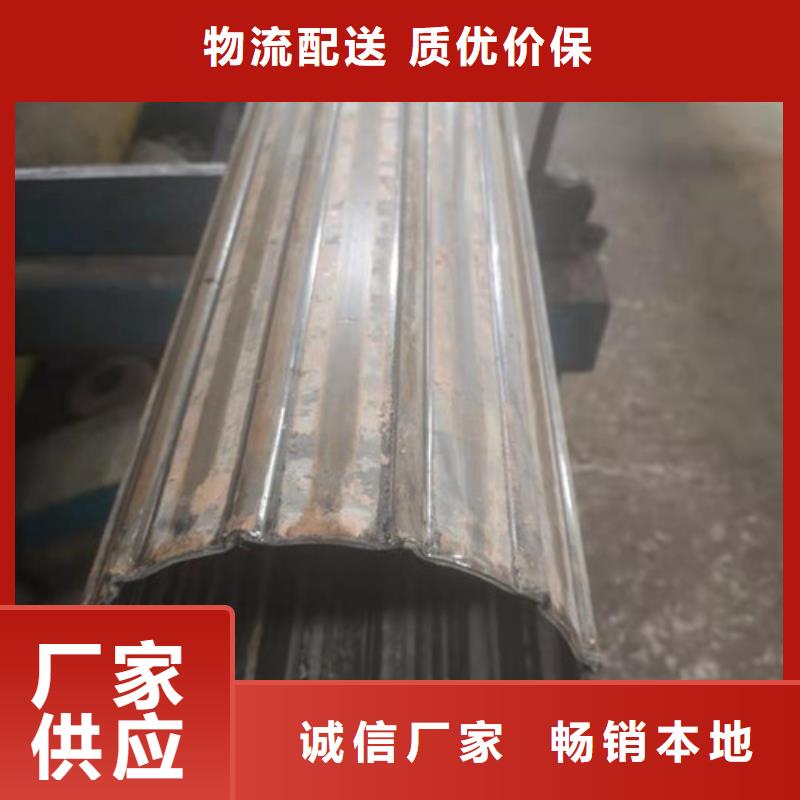
工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。
【冷拔管】冷拔无缝钢管实力优品_精拉管业(嘉兴市分公司),固定电话:18762195566,移动电话:18762195566,联系人:李涛,QQ:279437696,汇通国际金属物流园A121 发货到 浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。