


联系我们

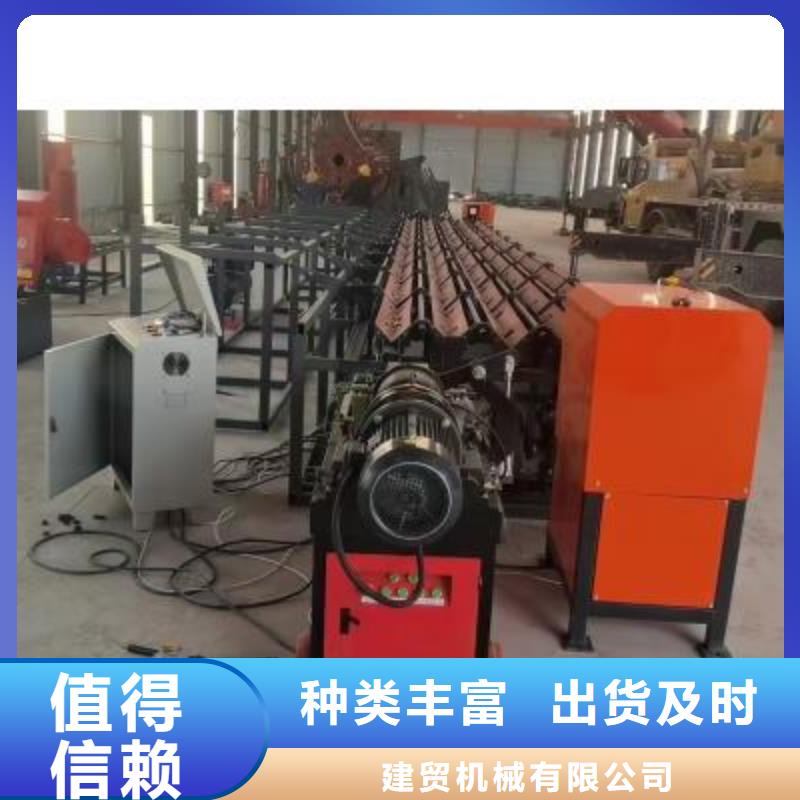
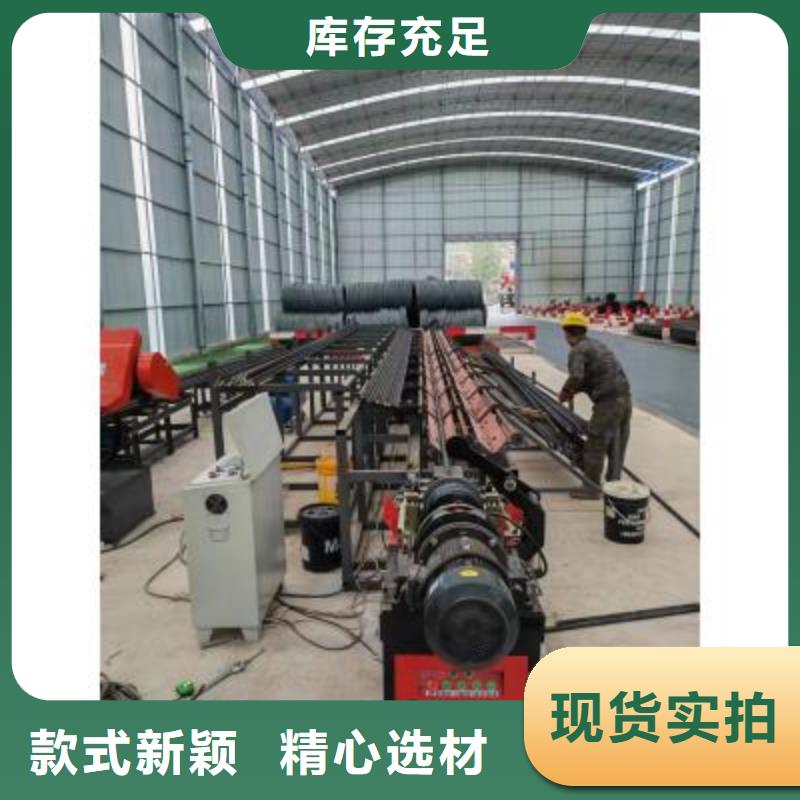
数控锯切套丝打磨生产线在线咨询
更新时间:2025-05-30 05:21:17 ip归属地:商洛,天气:小雨,温度:14-25 浏览次数:12 公司名称: 建贸机械 (商洛市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |




建贸机械 (商洛市分公司)经销批发的 液压喷湿机厂家在消费者当中享有较高的位置,公司与多家零售商和代理商建立了长期稳定的关系。公司经销 液压喷湿机厂家价格合理。建贸机械 (商洛市分公司)实力雄厚,重信用、守合同、保障产品质量,以多品种经营特色和薄利多销的原则,获得了广大客户的信任。 以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。





很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。


注意事项:
1.锯带不涨紧,钳口不夹紧,不能启动锯床。
2.锯带折断或卡住时,机器应停止工作。
3.工作完毕后,要将机器清扫干净。
4.工作时,请注意,锯带运转时,大型立式金属带锯床,身体和手不要靠近机器。
5.长期不用,请在所有加工面上擦涂防锈油。
6为了提高锯带使用寿命,每次更新新锯条时,均应先进行跑合,即切割时头几个切口应采用低速,小的进给量,待齿尖部毛刺去除后,再按正常的切削参数进行切割。
金属带锯床的未来发展:
加工精度进一步提高。由于使用了先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,立式金属带锯床型号,由计算机自动在线监控金属带锯床锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高金属带锯床的加工精度。


