
我们的优质的Q345D尖角方矩管供货商视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:优质的Q345D尖角方矩管供货商的图文介绍

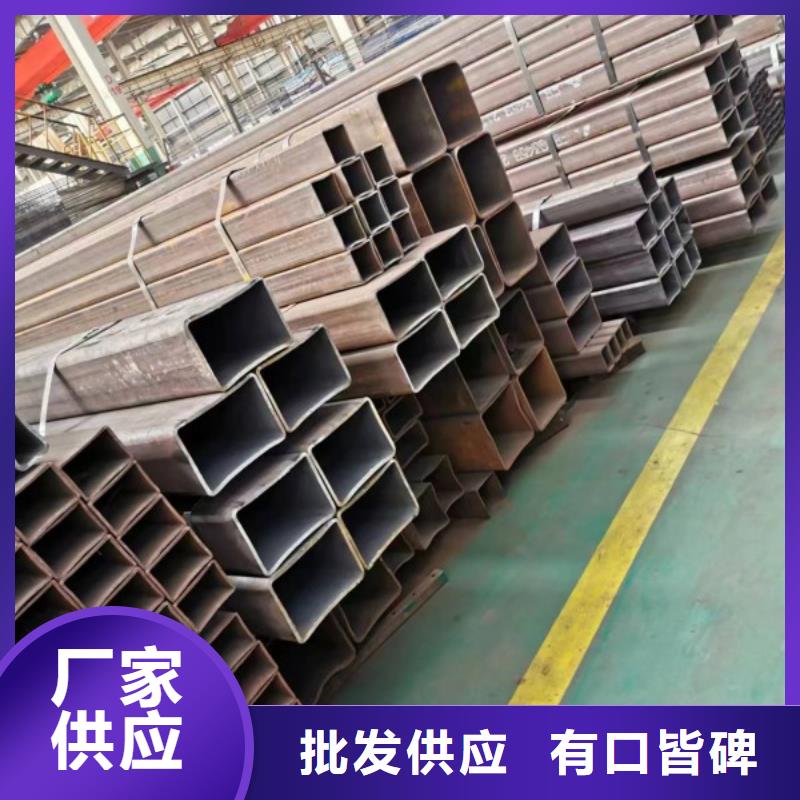
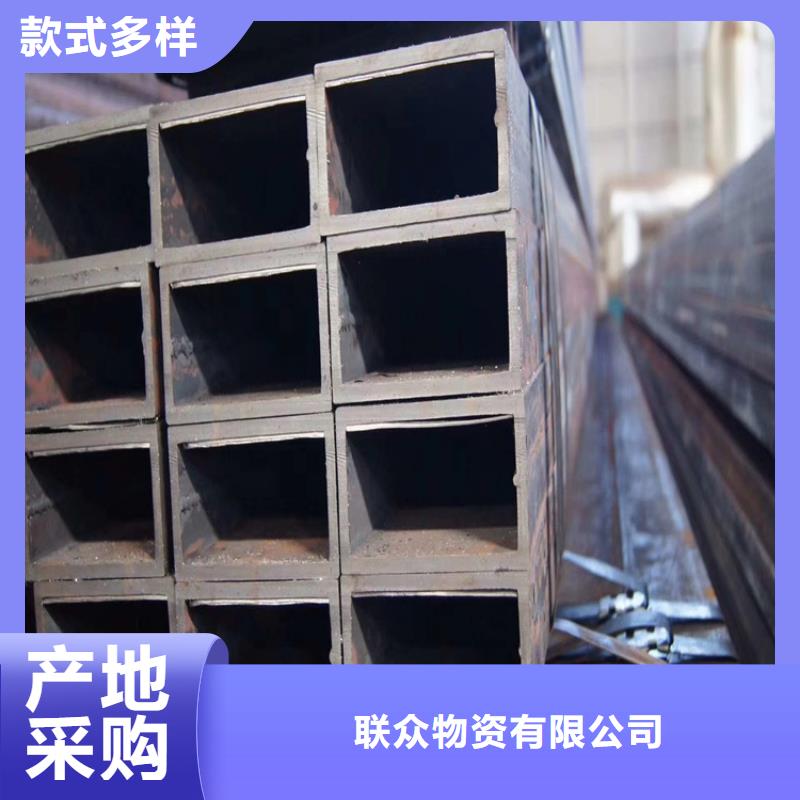
方矩管合理存放的几个要求:
1)堆码的原则要求是在码垛稳固、确保的条件下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止混淆和相互腐蚀;
(2)禁止在垛位附近存放对钢管有腐蚀作用的物品;
(3)垛底应垫高、坚固、平整,防止材料受潮或变形;
(4)方矩管同种材料按入库先后分别堆码,便于执行先进先发的原则;
(5)露天堆放的型钢,下面必须有木垫或条石,垛面略有倾斜,以利排水,并注意材料安放平直,防止造成弯曲变形;
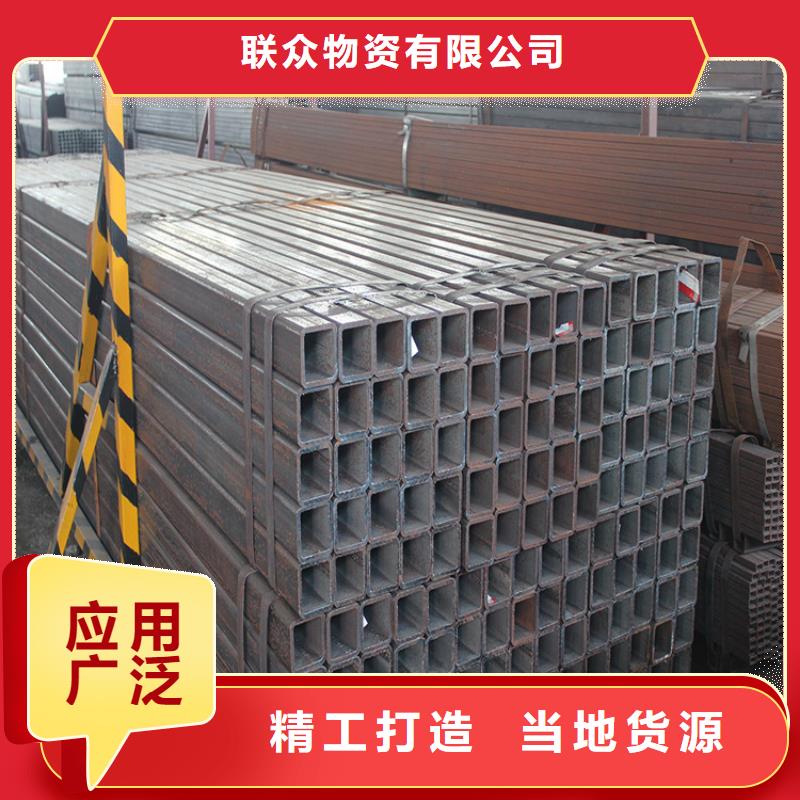
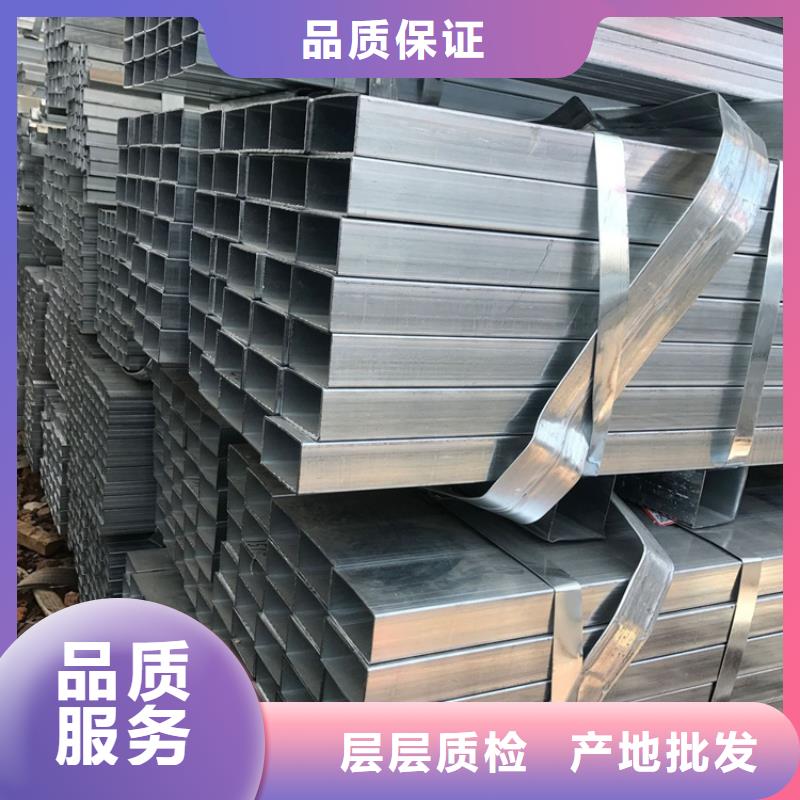
(6)堆垛高度,人工作业的不超过1.2m,机械作业的不超过1.5m,垛宽不超过2.5m;
(7)垛与垛之间应留有一定的通道,检查道一般为O.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.Om;
(8)垛底垫高,若仓库为朝阳的水泥地面,垫高O.1m即可;若为泥地,须垫高O.2~0.5m。若为露天场地,水泥地面垫高O·3~O·5m,沙泥面垫高0.5~O.7m 9)露天堆放角钢和槽钢应俯放,方矩管即口朝下,工字钢应立放,钢管的I槽面不能朝上,以免积水生锈


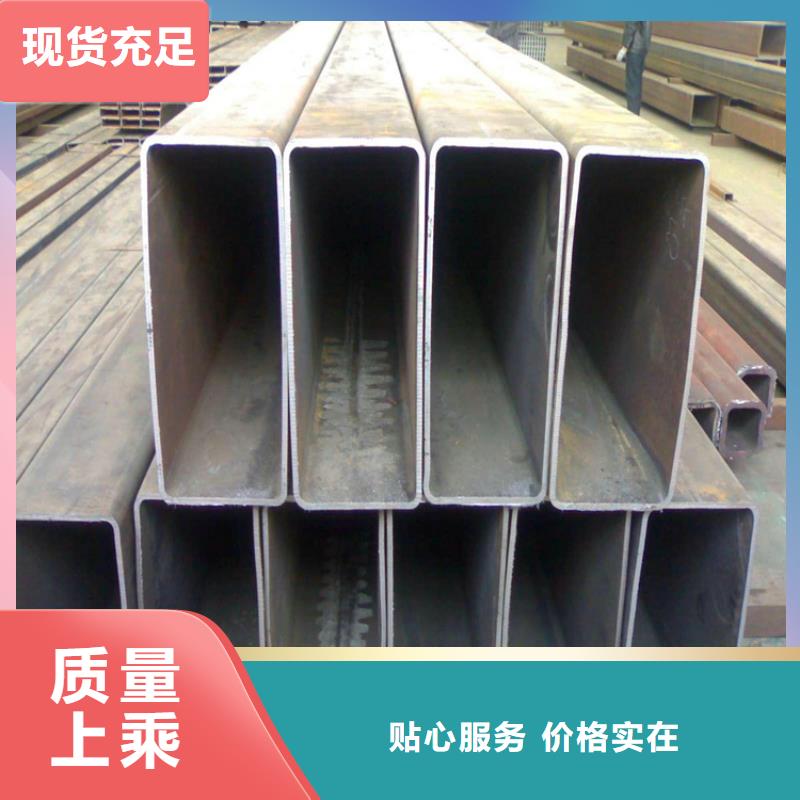
方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。



方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。


联众物资(佳木斯市分公司)是一家集设计、生产、销售为一体的公司,在日益竞争激烈的市场中,以其新颖的款式、稳定的质量、周到的服务、及时的交货、具备有竞争力的性能价格比,赢得了各行业市场上的高度评价。公司主要产品包括 无缝方管、冷拉异型钢厂家、冷拉麻花钢厂家、冷拉圆钢厂家等。公司秉持“同等质量比价格、同等价格比质量”的务实理念,热忱欢迎有需求的客户与本公司接洽,本公司愿与客商建立长久的互惠互利的商贸关系,寻求共同发展。“优质的产品,满意的服务”是我们的经营理念,“ 诚信经营,真诚服务”是我们不变的承诺,“便捷、可靠、值得信赖”是我们追求的目标!


