
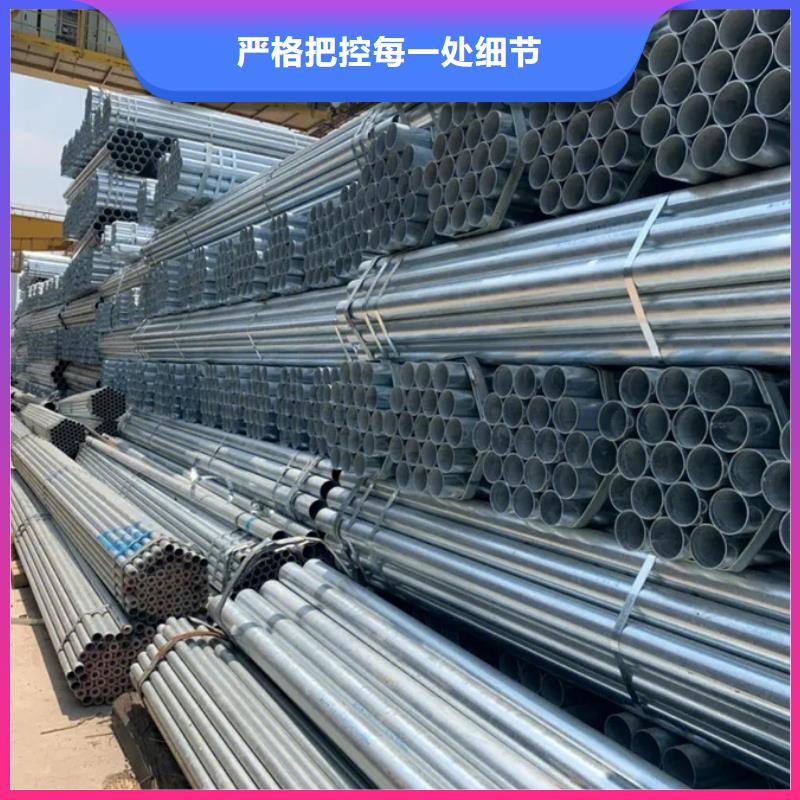


想知道镀锌管09CrCuSb槽钢诚信经营现货现发产品为何如此受欢迎?观看视频,答案自在其中。
以下是:镀锌管09CrCuSb槽钢诚信经营现货现发的图文介绍
苏沪金属制品(乐山市分公司)主要从事 09CuPCrNiA角钢等相关业务。本公司拥有严密的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。 生产厂家电话。


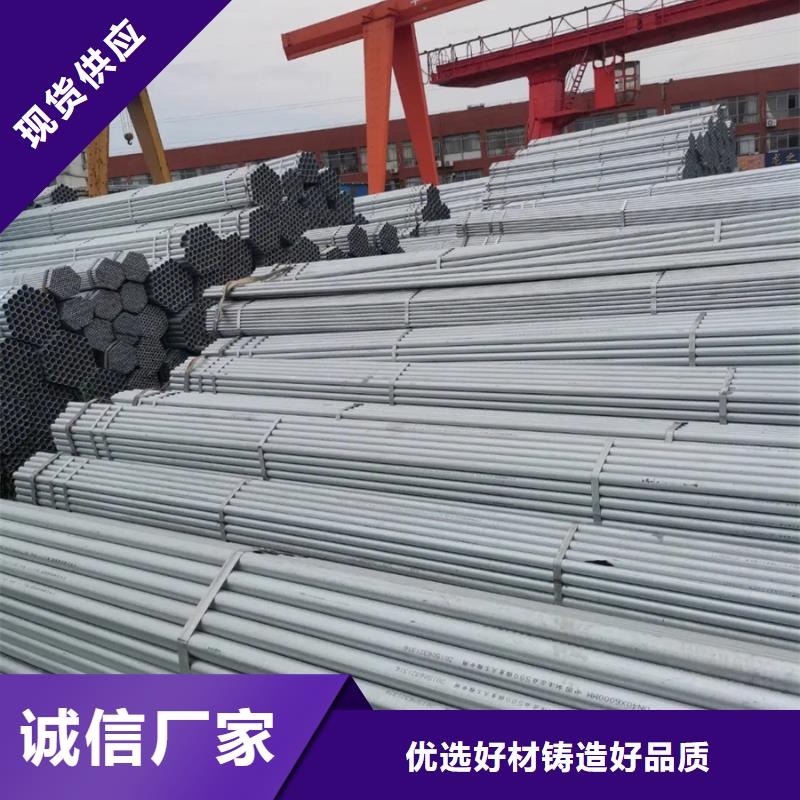
由于镀锌管焊接热影响区是优发镀锌管的焊接周围受到焊接热循环作用后形成的独特的热处理工艺区,其性能不同于优发镀锌管,其特点在于:材料本身和加工工艺标准。影响其结构和性能的关键冶金工业和加工工艺因素有:被焊金属材料的特性和铝合金系统软件,这也是决定焊接热影响区特性的根本因素。各种原材料。结构转型和性能转型,首先取决于优发镀锌管自身在不同采暖散热条件下的物理冶金工业特性。 例如,对于在加热和冷却过程中不发生变化的金属材料和铝合金,焊接热影响区就比较简单。相反,用热电材料焊接很复杂。优发镀锌管焊前的初始状态 焊前原材料的初始状态也会影响焊接热影响区的结构转变和性能转变。例如,如果原材料在焊前处于冷作硬化或热处理工艺强化状态,当焊后热影响区发生退水时,会在焊后产生热处理硬化区。焊接后的热影响区。 镀锌焊管焊接工艺方法及主要技术参数。如前所述,焊接热影响区是由焊接的热效应引起的,因此它与热原特性和焊接时要使用的焊接工艺的主要参数密切相关。它们影响着有发镀锌管在焊接过程中的温度分布和热力循环图的特性,并直接影响到焊接热影响区独特热处理工艺的各种主要参数,如升温速率、高温停留时间和 冷却。这也是在科学研究焊接热影响区的机理和性能转变以及焊接工艺的制定中必须考虑的难题。



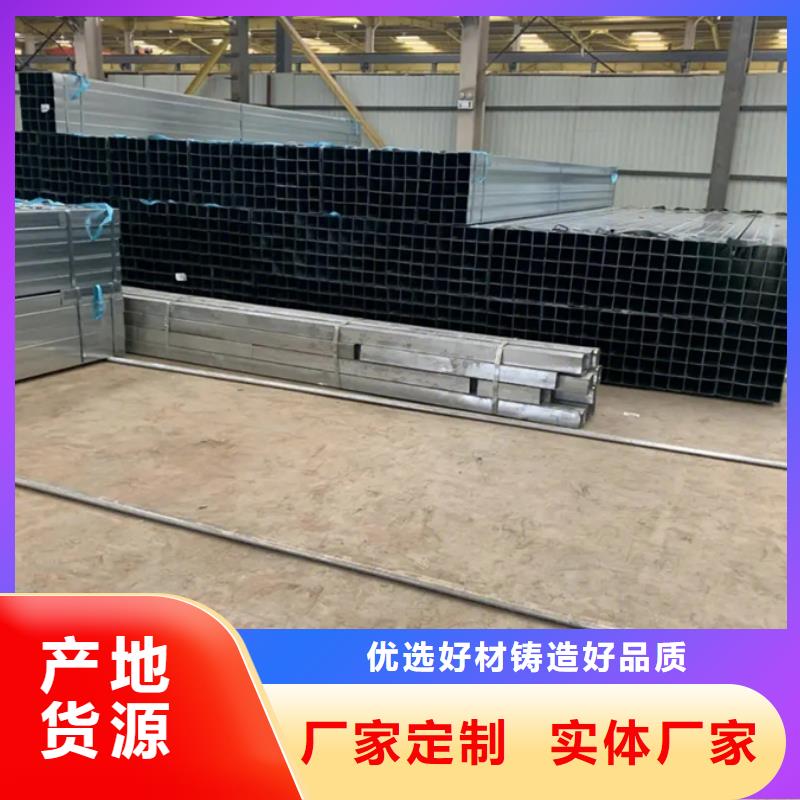
镀锌无缝管扩径是利用液压机或机械设备从镀锌无缝管的内腔侧向移动,使无缝钢管沿轴向扩径成型的工作压力生产工艺。机械设备法比液压机法更简单,效率更高。选用了世界上几种镀锌无缝管扩径工艺。 叶片的扇形块沿轴向扩展,从而通过步进电机沿长短方向步进完成精加工管全长塑性变形的全过程。打开风扇块,直到所有的风扇块接触到无缝钢管的内腔。此时,跨距范围内的无缝钢管内圆钢管各点半径基本一致,16mn镀锌管基本为一整圈。扇块的过去部分刚刚开始降低适应运动率,直到达到规定的部分,根据镀锌无缝管的质量,是成品管的中圈上部。 扇形块在第2个环节开始进一步减速,直至到达规定位置,即工艺技术规定回弹前镀锌无缝管内圆的上部。扇形块在镀锌无缝管的内圈上保持静止一段时间,然后被弹起。镀锌无缝管两侧自动埋弧焊设备分为镀锌无缝管内焊和镀锌无缝管外焊。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为外焊。镀锌无缝管外焊是指无缝对接的过程,可以理解为:镀锌无缝管焊接和预焊时,该工艺是外焊,而不是内焊。原因是:镀锌无缝管是外焊还是内焊,都会影响无缝钢管受热时的物理变形。如果镀锌无缝管的外焊缝先焊接,可以减少数据和信息。



钢基材涂层是常用的方法,也是所有方法中有效的。 镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。