


联系我们

靖安镀锌管销售热线
更新时间:2025-05-28 14:44:32 ip归属地:黔东南,天气:阵雨转阴,温度:16-21 浏览次数:9 公司名称: 角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(黔东南市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |



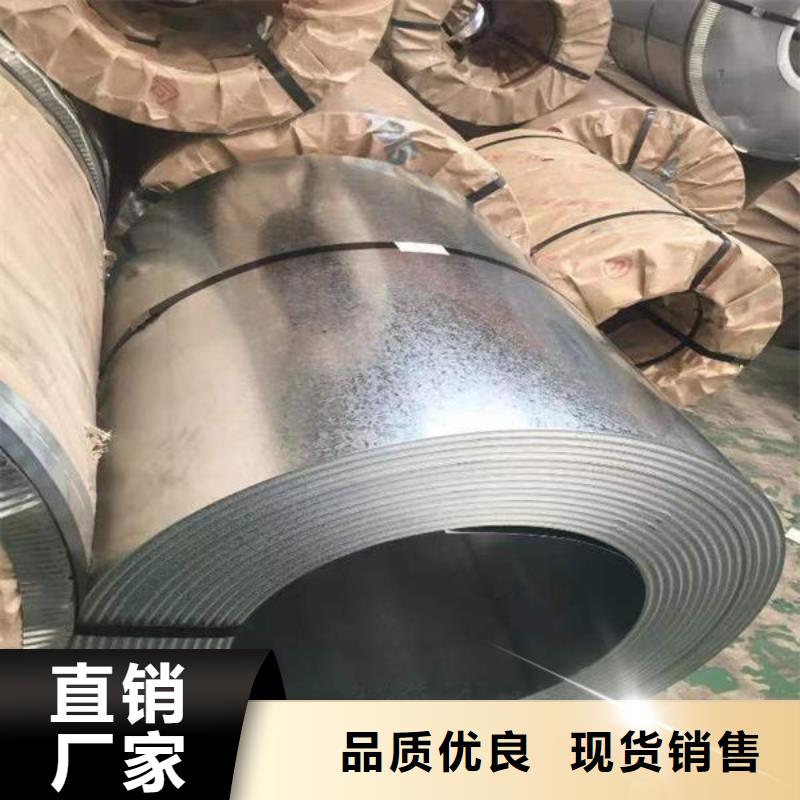




由于普通碳素钢高速线材在轧制的过程中,传统上存 在着很多的问题。该文在充分析普通碳素钢轧制工艺的 基础上,提出了高速线材轧制过程中的优化和手段, 以此进一步产品加工的精度和质量。弥补我国对于高质量高速线材轧制生产工艺的不足,结合先进的技术,为 优化生产高速线材流程提供了技术参考。同时通过工艺的改善降低了整体成本,为我国航天、汽车等工业中优质钢材的使用创造了良好的条件。普通碳素钢的坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
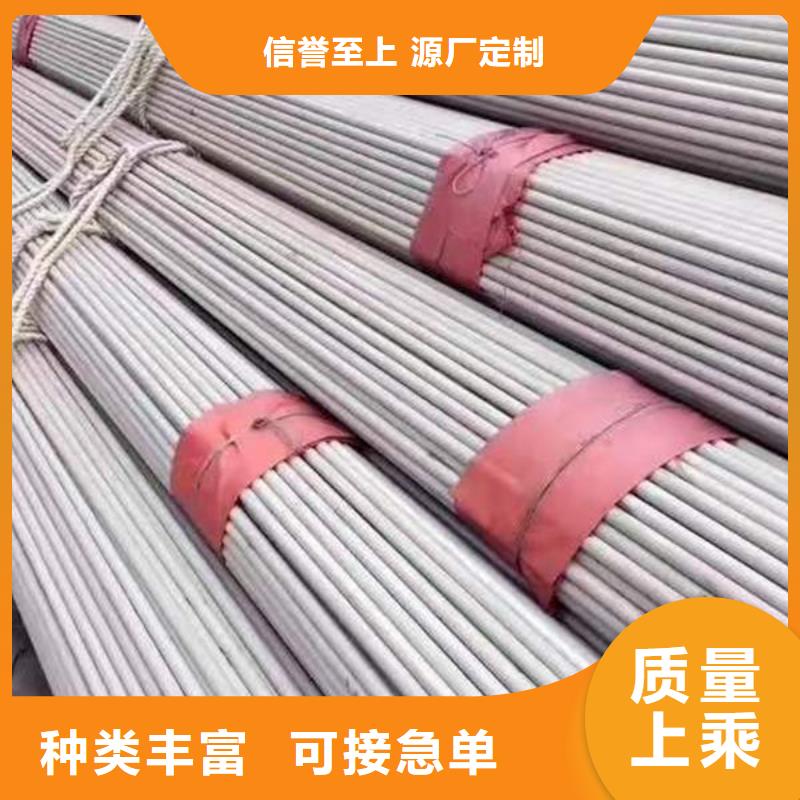
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管钢材则大多采用螺旋焊。大口径螺旋钢管厂家,螺旋管的管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。
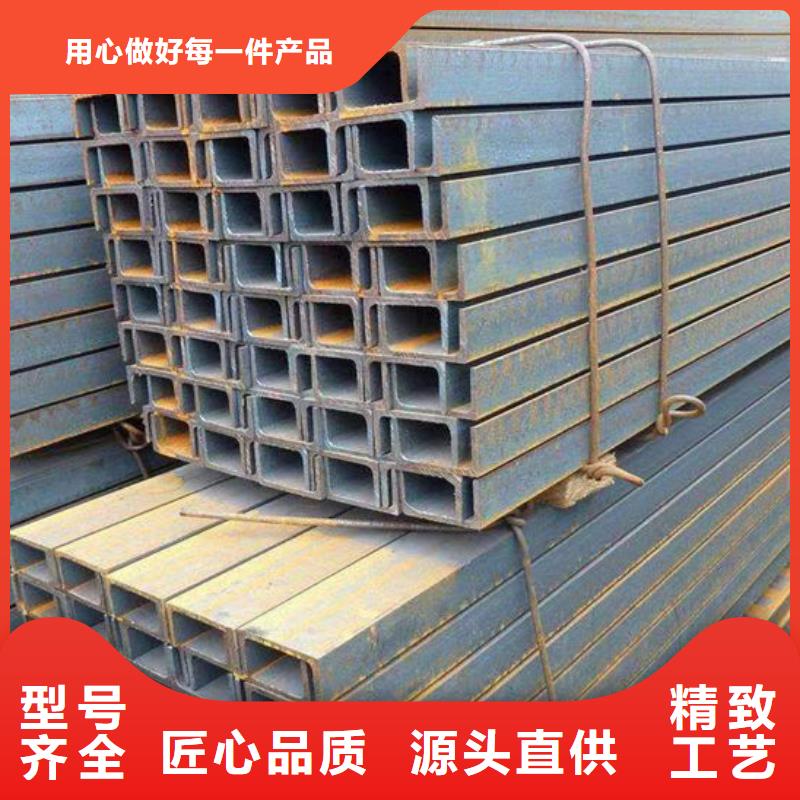
针对螺旋钢管孔板组口质量超标的问题,应采取以下措施:尽量使用内部配套装置。焊管组在焊管断面分级方面做得很好。紫铜锤或铜垫圈锤的部分校正。当错列口变形平缓时,应进行切削处理。螺旋钢管钢材的管理:在使用内部配套设备时,施工前必须对配套设备、压缩机设备和管式机进行良好的检查,使用时应根据操作规程灵活使用。在对方使用前,要仔细检查对方使用的设备是否正常:在使用时,必须设置专门人员,按照标准动作指令指挥操作,以避免事故的发生。在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,则垫层高度必须坚固牢固,以防止管道被滚动损坏;不要用冻土或石头对螺旋钢管进行缓冲。