




贺州金属切割锯床厂家现货定做 <贺州>建贸机械设备有限公司
做到锯齿两侧向侧面凸出的分齿量相等,锋利的齿刃毛刺被自然磨除掉,已得到适合 切削的齿刃。其次带锯床进给量过大,使齿尖过早的大能量切削,锯齿负载过重被卷刃、钝化,分齿量也随之遭到损坏。在这种情况下,被钝化的锯齿,已经达不到锋利锯齿切削顺畅的能力,造成锯切时工件表面比较粗糙。
锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。
主要用途:
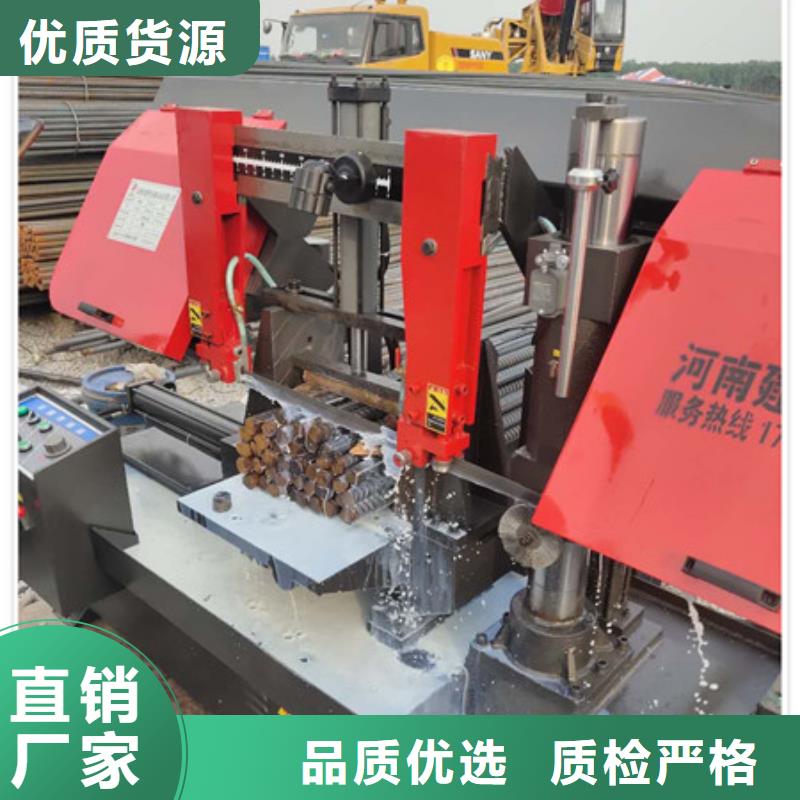
本机床应用于切割高度≤600mm、宽度≤600mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。


切割时工件*,*带锯床,用以切割板料和成形零件的曲线轮廓,还可以将锯带换成锉链或砂带,带锯床,实施修锉或打磨。锯床遵照机械分类别:基本分成三种类型圆锯床、带锯床、弓锯床,带锯床厂家,这三种不类型的锯床基本加工不同类型的产品,除此另外这三大类的产品也着自己再更加严密的分类别。
尤其是高端带锯床产品中,自动化技术与产品几乎作用于从控制机构、执行机构到测量与反馈机构的基本上每个部分,而目前那些应用于带锯床及带锯床研发生产线的各种自动化产品,几乎都在发生着推陈出新产的变革。作为中高端带锯床的控制中心,数控系统包含了运动控制、智能技术、自诊断等各方面的技术。多轴多系统的数控装置已纷纷被打造出来并投入应用;伺服系统的控制方式,也逐渐由常规号型向总线型过渡;伺服驱动器和电机也一样向数字化、交流化和智能化的方向长期发展。
准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
。带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。

钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。