15206598805



更新时间:2025-06-13 11:48:26 ip归属地:甘南,天气:小雨,温度:4-22 浏览次数:7 公司名称:聊城 鹏瑞管业(合作市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议 |
| 小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 范围 | 供水DN150球墨铸铁管咨询电话生产基地位于【聊城】,供应范围覆盖甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 合作、临潭县、卓尼县、舟曲县、迭部县、玛曲县、碌曲县、夏河县等区域。 |




很多人都不熟悉消失模铸造技术,下面青岛世纪球墨铸铁管业为您介绍:消失模铸造(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造有下列特点:铸件质量好,成本低。材质不限,大小皆宜;尺寸精度高,表面光洁,减少清理,节省机加;内部缺陷大大减少,组织致密。可实现大规模、大批量生产。自动化流水线生环保。可以大大改善作业环境、降低劳动强度、减少能源消耗。消失模铸造技术工艺服务主要内容:一、负压系统设计1、稳压罐、过滤罐、汽水分离罐; 2、真空泵选型;3、负压控制二、根据用户产品进行专用砂箱设计,由用户自行制造。三、1-3维震实台设计1、根据用户需要提供一定规模的设计图2、震实台基础设计四、烘房设计五、新技术工艺规程及操作要点六、车间生产流程平面图七、提供手工制模方法八、提供外购设备、配件、材料信息九、到现场技术服务、培训工人说明:新技术工艺全过程分两大部分:⑴白区部分:1、0.2~0.5吨工业锅炉 2、予发机 3、成型机 4、浇冒口切割平台 5、模型组合6、模型涂覆及烘干⑵黑区部分1、负压系统 2、震实台 3、砂箱 4、砂处理系统消失模铸造技术的工艺装备投资可大可小,我方可根据用户产品提供设计图纸或派人协助,利用用户原有条件,节省投资。
<甘南>鹏瑞管业有限公司 甘南供水DN150球墨铸铁管咨询电话
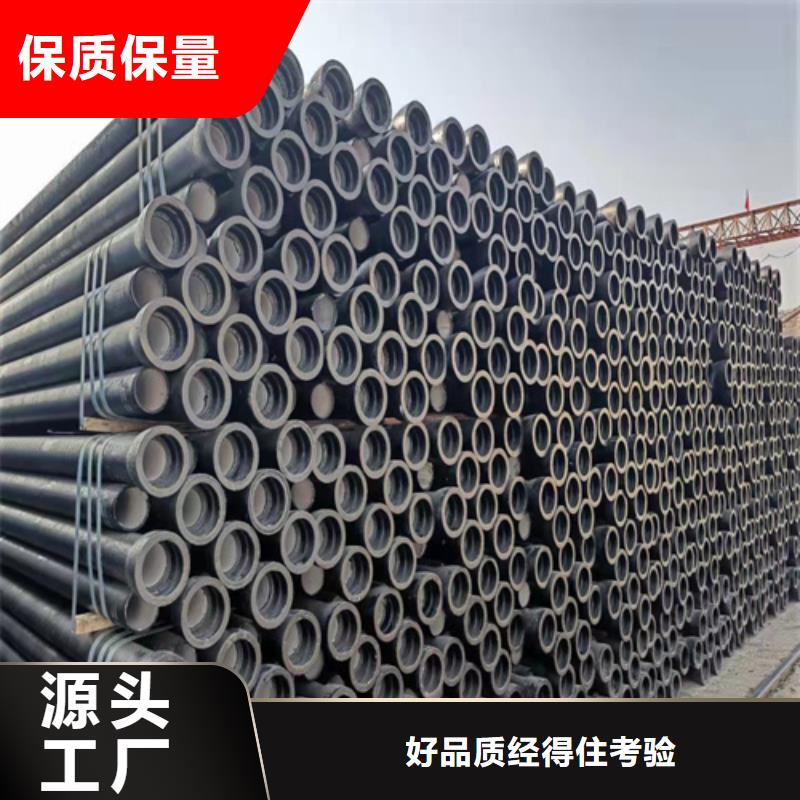
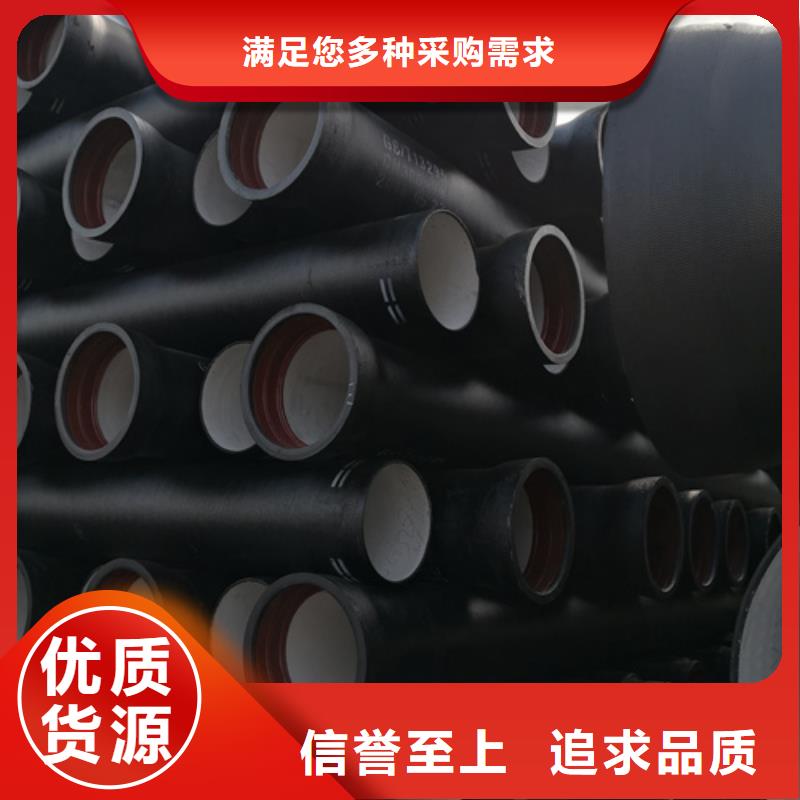
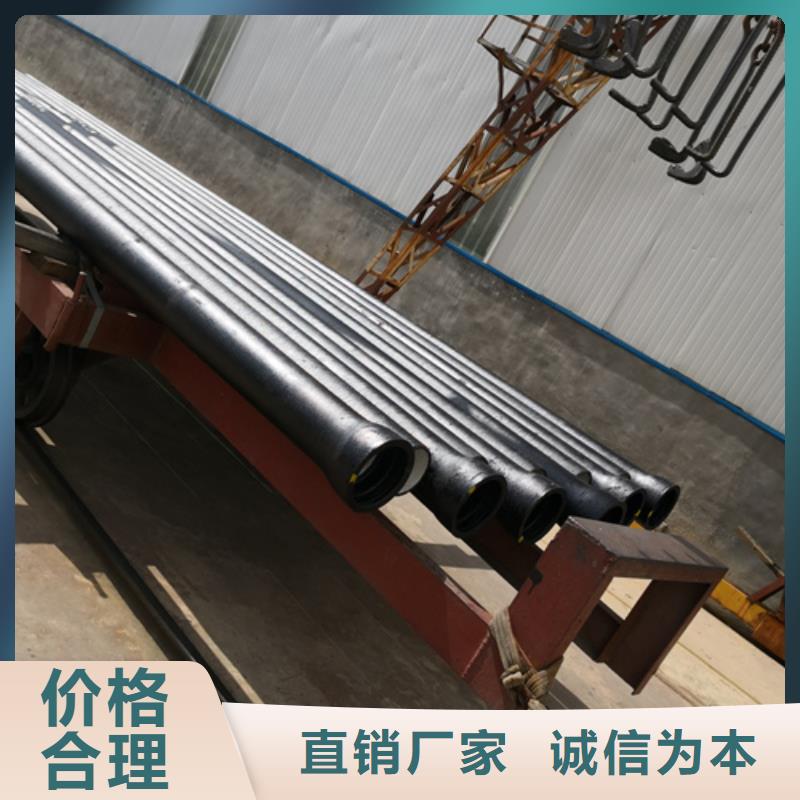
我公司的给供水用、排水用、消防、穿线用球墨铸铁管及管件,采用高新技术制造工艺EP(消失模)工艺制造而成。产品规格从DN80~DN1400mm,产品标准遵循ISO2531GB/T13295,EN545,EN598等球墨铸铁管严格按照ISO9001国际质量体系标准构建产品质量保证体系,检测手段齐全,并通过国际认证.产品包括三大系列500多个品种,可依照GB/T12772—99、GB8716—88、CISPI301、ISO6594、BS416、ASTM74等多种标准组织生产,生产的高水准球墨铸铁管和配套管件。公司的W(卡箍连接)及B(法兰连接)型柔性铸铁排水管及管件规格为DN50-DN300。产品严格执行ISO/9002-K9产品标准,按照“球墨铸铁管”ISO2531标准进行生产和验收。

 <甘南>鹏瑞管业有限公司
<甘南>鹏瑞管业有限公司
气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。