


联系我们

修水无缝管货源充足
更新时间:2025-05-28 21:09:28 ip归属地:白银,天气:晴,温度:11-30 浏览次数:9 公司名称: 角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(白银市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |
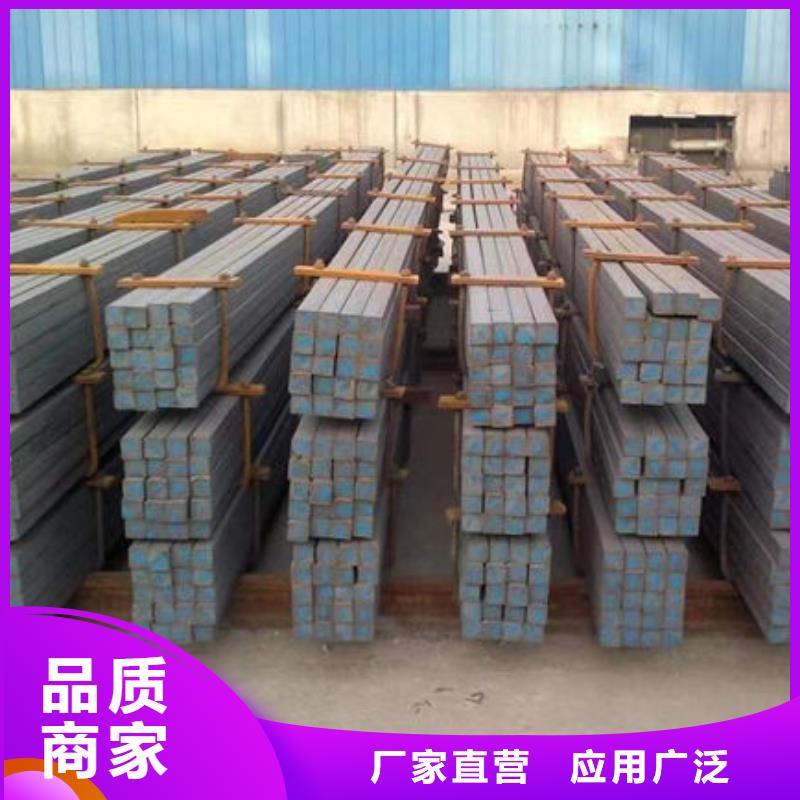








白银方管,是方形管材的一种称呼,也就是边长相等的的钢材。是带钢经过工艺处理卷制而成。一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,白银方管的加工工艺如下:白银方管要在专用进口流水线上进行制作,以确保风管制作精度及白银方管的密闭性。白银方管配件的下料应在进口专用机器上运用计算机软件全自动化完成,并由进口的钣金专用等离子切割机上完成自动等离子切割工序。白银方管管体与插接法兰间的连接应采用无铆钉连接钢材工艺,运用进口设备进行无铆钉连接工艺。白银方管的咬口连接应采用进口自动咬合器进行咬合工艺。白银方管的连接法兰应采用连板法兰及插接法兰连接工艺,白银方管大边边长小于或等于2000mm时应采用共板法兰连接形式。
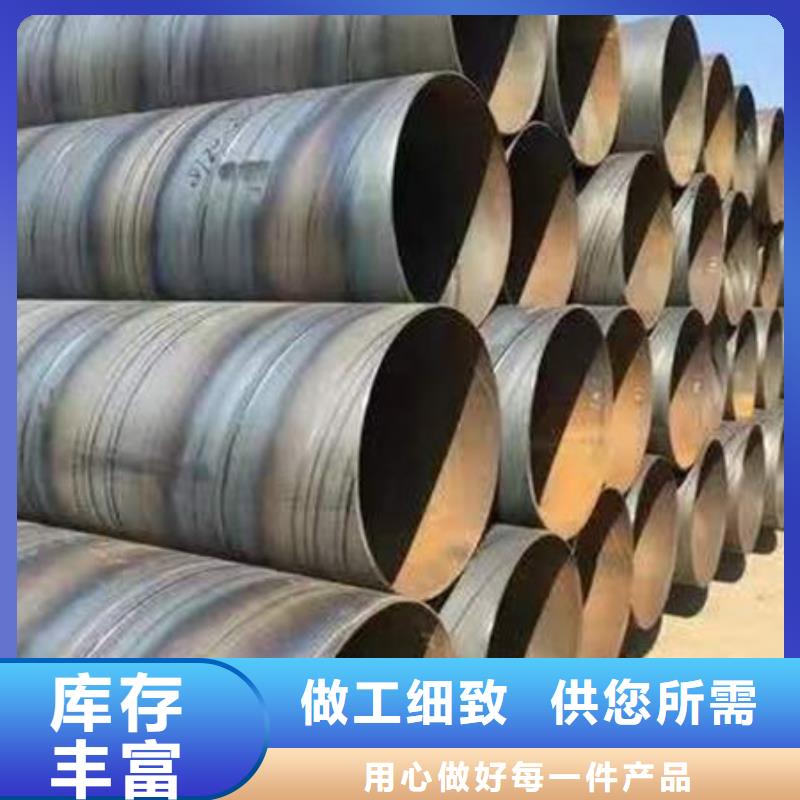
白银螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。白银螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
常见的白银钢管切割方式有锯切割、等离子切割、液压切割、激光切割。激光切割精度和效率 ,但设备价格也相当贵正常几十万以上,适用于附加值特别高的精度要求极高的白银钢管加工;水切割机切割管口能做到无屑无毛刺且不变形,精度一般能达到±0.05mm,价格不高约几万一台,白银钢管切割应用相对广泛;等离子切割机价格也不高约几万一台,常用于切割厚壁白银钢管钢材(正常可切割35mm壁厚以下结构用钢材,切割厚度理论可达180~200mm),不过切口处容易形成拉口,切口表面质量需要严格控制。对于手工切割和自动切割,一般手工切割使用人工上料,其上料和控制切割效率相对较低,而自动切割需要注意控制白银钢管进给的长度(损耗),目前切割在门市多为单支管切割,加工厂正常是整捆切割。
前两天介绍了白银方管的一些基本概念,大家也对白银方管有了一些了解,今天就给大家聊一聊镀锌白银方管的焊接手法和普通管材的区别。镀锌白银方管的焊接手法和普通白银方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制白银方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌白银方管的钢材焊接手法和普通白银方管相同,减少了未焊透的可能性。