
我们的无缝管-高压合金钢管从源头保证品质视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:无缝管-高压合金钢管从源头保证品质的图文介绍


小口径无缝钢管 )小口径无缝钢管的材质:10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。 小口径无缝钢管重量计算公式:(外径-壁厚)*壁厚]*0.02466 = kg/米(每米的重量) 小口径无缝钢管一般规格: 外径在(6mm-89mm)之间的大家习惯称之为小口径无缝管、因为他的直径比较的小。 壁厚在(1mm-12mm)其实还可以分为:小口径厚壁无缝管、小口径薄壁无缝管。 无缝钢管的规格通常用外径*壁厚(单位:mm)表示。无缝钢管按生产方法可分为热轧无缝钢管和冷轧(拨)无缝钢管两大类。热轧无缝钢管分一般钢管,低中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。



艾斯特钢材(普宁市分公司)是长期专注于 合金钢管领域。本公司倡导“专业、务实、、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!


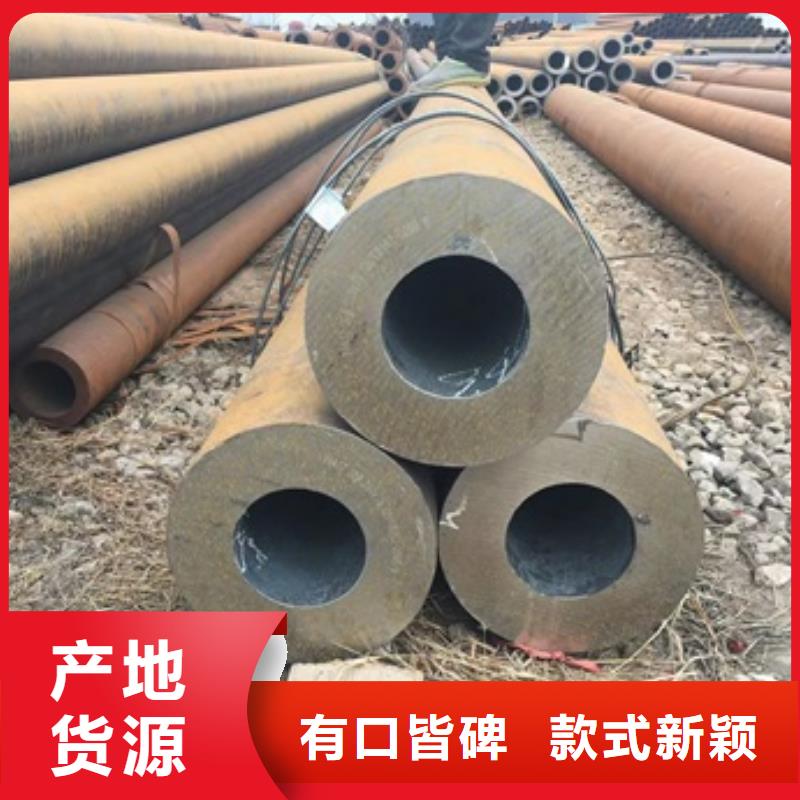
厚壁无缝钢管的生产方法 大致分为斜轧法(孟内斯曼法)和挤压法。 斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。 挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。 斜轧法和挤压法都必须先将管坯或钢锭加热,生产的厚壁16mn无缝钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将16mn厚壁无缝钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。16mn厚壁无缝钢管的冷加工,可以提高钢管的尺寸精度和加工光洁度,改善材质的机械性能等。



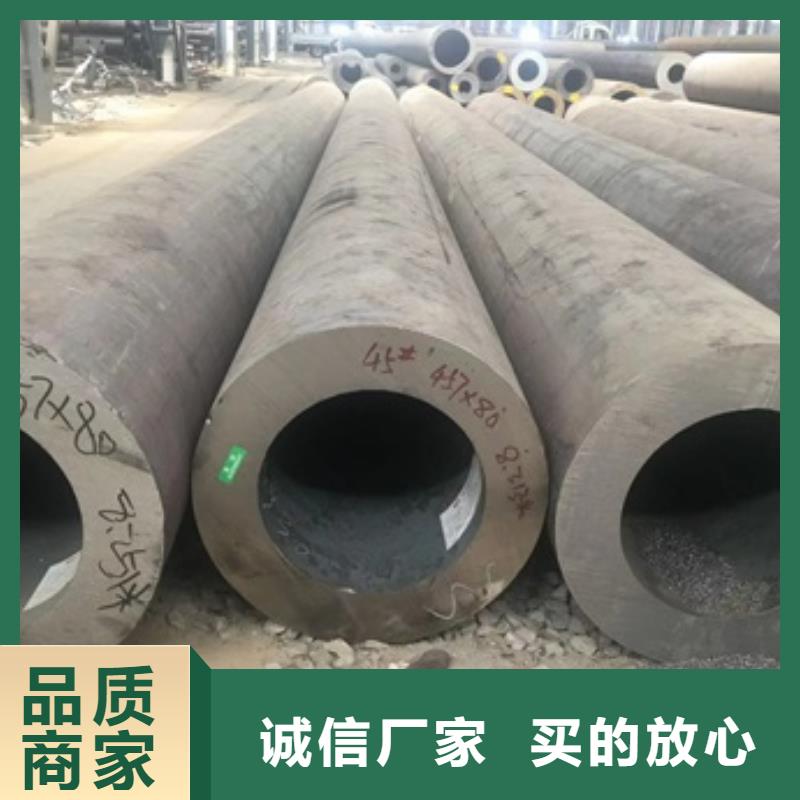
在附加应力冷拉结果无缝钢管的不均匀变形,成为冷拉拔后的残余应力。精密无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。无缝钢管厂家的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。无缝钢管的非均匀变形程度决定了残余应力的大小和分布。无缝钢管的冷拔变形是由其变形特性决定的。因为有在拉拔过程中无芯棒,与管壁厚度变化不多后变形,变形条件和无缝钢管的内、外两层变形状态有很大的不同,产生不均匀变形。在变形过程中,在无缝钢管内表面的金属首先进入塑性变形状态,并沿轴向金属流动不受摩擦,所以沿壁厚方向发生轴向变形不均匀,造成在无缝钢管外层的自然延伸率明显低于内层。这样,附加轴向和切向拉伸变形和附加应力的产生在无缝钢管外层达到 值;相反,额外的压缩变形和压缩应力层内产生的无缝钢管也达到 值,附加应力变成残余应力变形后,留在管中。总之,无缝钢管拉拔后的不均匀变形导致无缝钢管的残余应力较大。因此,有必要寻求减少在拔管,残余应力降低纵向裂缝损伤的一种有效方法。

