

为了给您提供更的球墨铸铁管件k7k9球墨铸铁管工厂直供产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:球墨铸铁管件k7k9球墨铸铁管工厂直供的图文介绍
定位:“ 球墨铸铁井盖和 球墨铸铁井盖解决方案的服务商。
使命:“提供前沿的 球墨铸铁井盖,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。



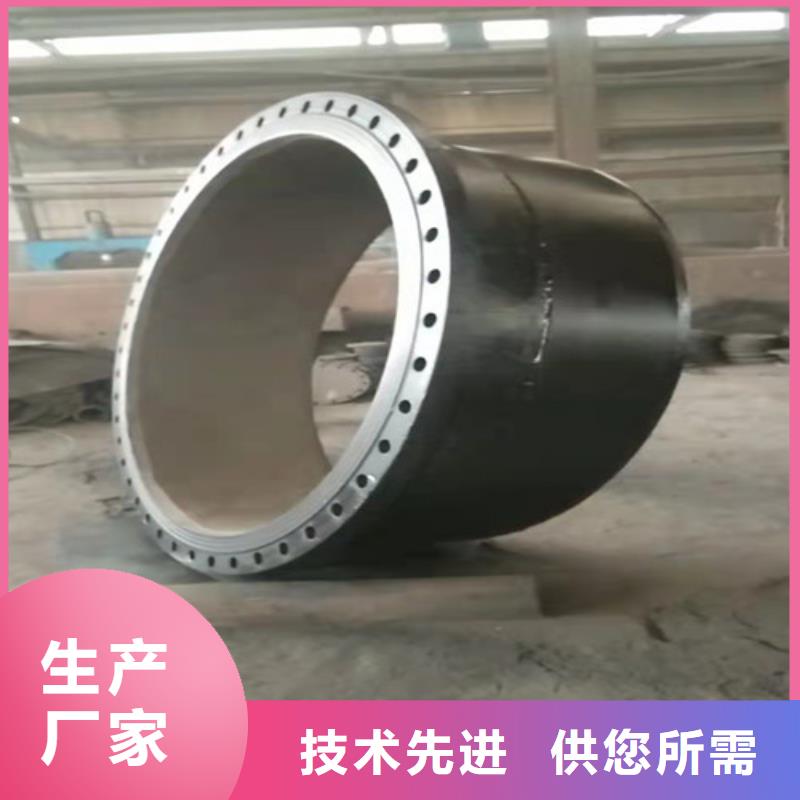
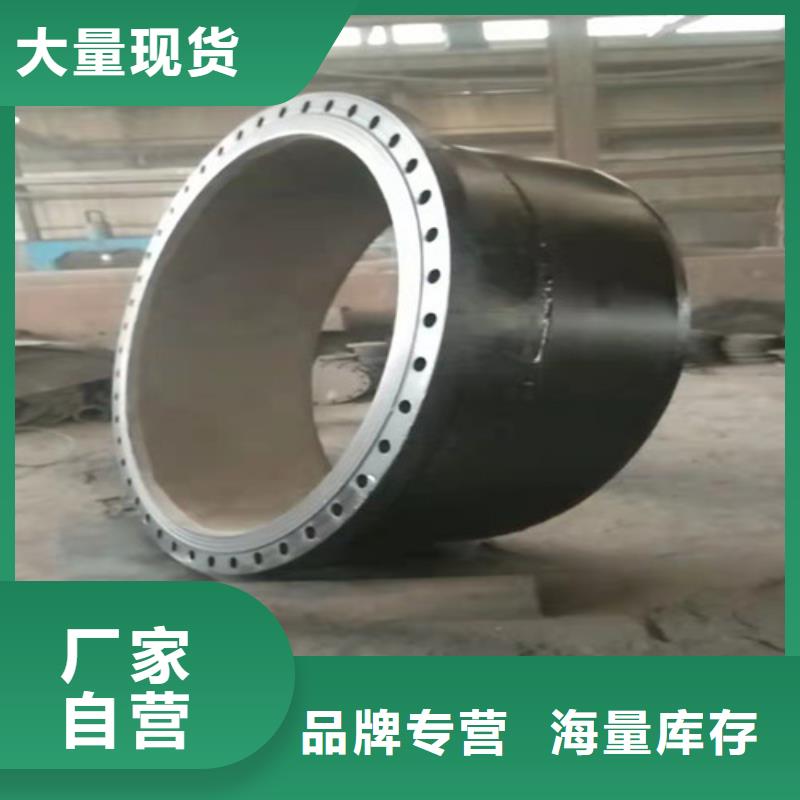
目前我公司的球墨铸铁管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等 和地区。公司成立以来,一贯奉行"质量 "的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。球墨铸铁管件内外表面必须光洁,不允许有裂缝、冷隔、错箱等妨碍使用的明显缺陷,凡使壁厚减薄的局部缺陷允许存在,但其深度不得超过(2+0.05T)mm其中T为管体壁厚球墨铸铁管件法兰备用轮廓清晰,不允许有影响使用的铸造缺陷。征得需方同意,不影响使用的局部缺陷可予修补,但修补后的管件必须重新进行水压或气密性试验。



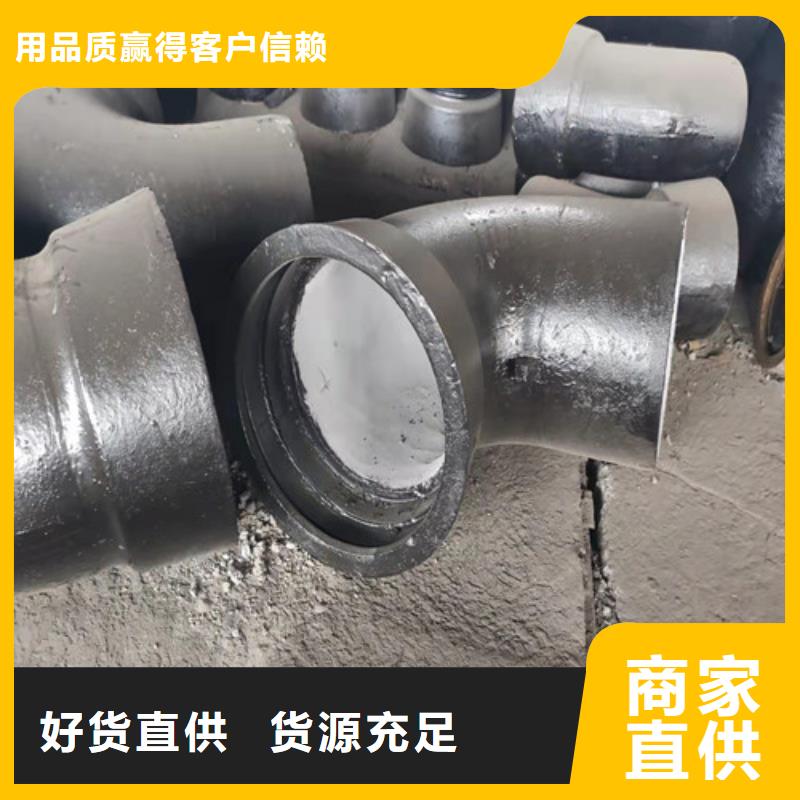
一般来说,在离心拔管生产铸铁管件时,容易出现质量缺陷。一般有厚皮、气孔、针孔、夹渣、渗漏等。主要缺陷为皮肤重、气孔和针孔。如何提高球墨铸铁管件质量?应该采取措施在铸铁管件的管模具,避免稀疏冲管道内壁的铸铁管件模具,减少的速度冲管铸铁管件模具,使冲压点密集,甚至;避免铸铁管件管模内壁浅冲,增加风压,磨好冲头,确保冲头深度合适。管道模具内表面的油脂和杂质,特别是新使用的铸铁管模具,在使用前必须。对于有龟裂的铸铁管模具,使用时应适当增加粉量;如果龟裂严重,必须及时更换铸铁管模具。措施调整槽的位置铸铁管件重皮缺陷的铸铁管件的轴承部分由于不当的形状槽肘部或槽的肘和套接字之间的距离,有必要检查铸铁管件的生产设备在生产和更换铸铁管件在必要时的滑槽。铁制弯头,调整铸铁管件离心主机下限,缩短溜槽出口与插座的距离。很容易控制温度的热金属铸铁管道通过热金属的低温,低温管道内壁的模具将导致沉重的皮肤缺损,和高温的热金属和增加的热气体排放会导致气孔缺陷。中频炉工艺应严格按照技术要求提供合适的温度热金属,并在生产中离心机合理控制进出口温度和冷却速度。


山东格瑞管业公司专业生产球墨铸铁管件采用先进的真空消失模生产工艺。ISO2531DN80-DN1200的各种管件。还可根据用户需要生产各种异型球墨铸铁管件,各种机械配件以及国标出口管件。球墨铸铁管年产10万吨,球墨铸铁管件年产10000吨。山东格瑞管业公司生产工艺先进、装备精良。通过各种质量管理体系认证,产品质量论证。所产球墨管件,具有强度高、韧性好、耐高压、耐腐蚀的优良特性。山东格瑞管业公司为用户提供可靠的质量保证及完善的售后服务,让所有客户值得信赖。



