

我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让冷拔六角钢-方钢拥有核心技术优势自己向您展示它的卓越品质和出色性能。
以下是:冷拔六角钢-方钢拥有核心技术优势的图文介绍
山东鑫泽冷拉型钢有限公司位于山东聊城,是专业生产异型冷拉型钢的厂家,能够根据客户的不同需要生产出各式各样的冷拉型钢产品。主要生产冷拉圆钢、六角钢、方钢、扁钢及异型钢等规格的现代型工业企业。产品广泛用于纺织机械、纺机、绣花机械,数控机床,农机、健身电梯等机械配件,产品行销全国各地及国外。公司自成立以来,“诚信、求实、进取”一直是我们孜孜以求的信念和宗旨。竭诚为您提供优质的产品和周到完善的服务,欢迎新老客户 光临垂询!山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。精度是由冷拉工艺确定的。轧制力和带钢张力是计算机控制的,以减小轧制过程中的厚度偏差,基于对轧机入口侧和输送侧的带钢厚度的测量。冷轧带钢轧制油在退火过程中被烧掉,这是冷轧后的下一道工序。在退火前,用电解清洗除去其他类型的轧制油。需要特别注意的是,电解清洗与需要清洁表面的产品一起使用,这样才能确保良好的可喷涂性。冷拉型钢的可成形性由退火决定。由于冷轧工艺显著提高了材料的硬度,使得其成形困难,所以进行退火是为了通过在钢中诱导再结晶结构来提高产品的延展性。


我们先理解一下冷拉冷拔六角钢异型钢方钢扁钢圆钢等这个工艺:冷拉冷拔六角钢异型钢方钢扁钢圆钢等是资料的一种加工工艺,关于金属资料,冷拉冷拔六角钢异型钢方钢扁钢圆钢等指的是为了到达一定的外形和一定的力学性能,而在资料处于常温的条件下停止拉拉。冷拉冷拔六角钢异型钢方钢扁钢圆钢等的产品较之于热成型有尺寸精度高和外表光亮度好的优点。 然后我们再引见一下冷拉冷拔六角钢异型钢方钢扁钢圆钢等的工艺流程:冷拉冷拔六角钢异型钢方钢扁钢圆钢等工艺过程:轧头→剥壳→经过光滑剂盒→进入拉丝模孔。轧头在轧头机上停止,目的是将钢筋端头轧细,以便穿过拉丝模孔。剥壳是经过3~6个上下排列的辊子。以除去钢筋外表坚硬的渣壳,光滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和经过光滑剂能使铁渣不致进入拉丝模孔口,以进步拉丝模的运用寿命,并消弭因拉丝模孔存在铁渣,使钢丝外表擦伤的现象。剥壳后,钢筋再经过光滑剂盒光滑,进入拉丝模孔停止冷拉冷拔六角钢异型钢方钢扁钢圆钢等。



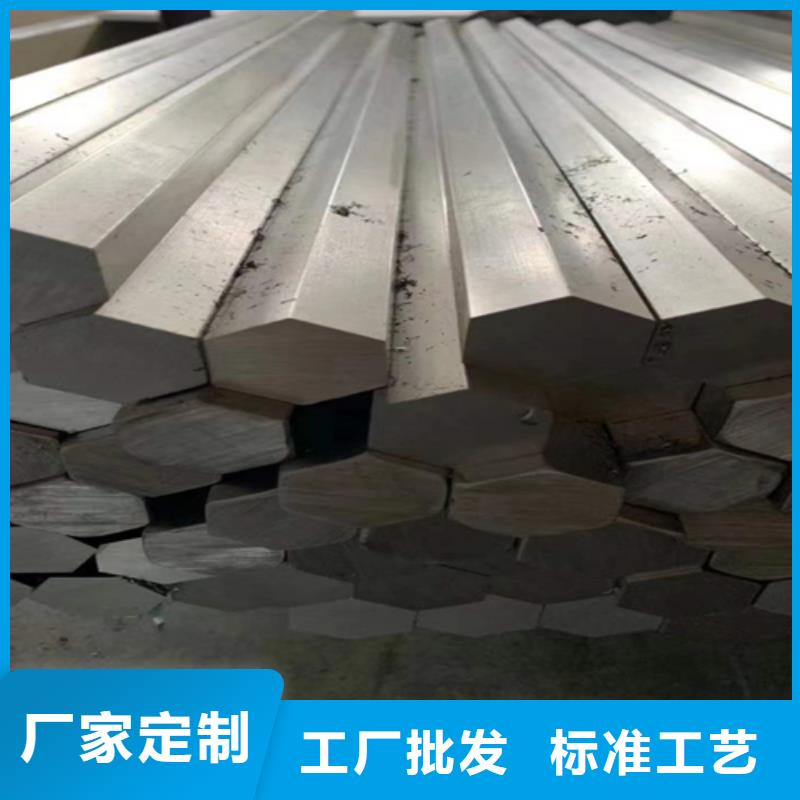
冷拉冷拔六角钢方钢扁钢圆钢异型钢异型钢/冷拔异型钢因其使用的特殊性和单一性,对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合专用的异型钢,很少有经验可以借鉴,使得孔型设计和生产的难度高于简单断面型钢。所以异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合专用的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。冷拉异型钢产品具有以下优点:形状多样性通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。表面光滑通过先进的冷挤压工艺使得冷拉异型钢产品的表面光滑明亮。度高使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。材料节省冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。加工时间及加工机械节省由于精度准确,表面光滑明亮,冷拉异型钢产品可以直接使用,如喷涂、打砂、打弯、钻孔,也可以按照实际的要求精拉之后直接电镀,免去了大量机加工时间以及节省配置加工机械的费用。产品应用领域: 冷拉异型钢广泛应用于五金工具,汽车配件,标准件,紧固件、普通轴类,轻工,机械制造,纺织机械,五金,标准件,汽车,摩托车,自行车,变压器等其他机械行业。


通常来讲,不论是何种物品,在进行操纵的过程当中,都有诸多的注意事项。接下来为大家介绍的内容是——冷拔六角钢操作时的注意事项都有哪些?1、冷拔钢冷拔前应对原材料进行要的查验。对钢号不明或无出厂证明的钢材,应取样查验。遇截面不规整的扁圆、带刺、过硬、湿润的钢筋,不得用于拔制,避免损坏拔丝模和影响质量。钢筋冷拔前经轧头和除锈处理。除锈设备能够利用拔丝机卷筒和盘条转架,其间,设3~6个单向错开或上下交错摆放的带槽剥壳轮,钢筋经上下左右重复曲折,即可除锈。亦可运用与钢筋直径根本相同的废拔丝模以机械方法除锈。2、为便利钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以维护设备及拉丝模。3、在操作前,应按惯例对设备进行查看和空载运转一次。装置拔丝模时,要分清正反面.装置后应将固定螺栓拧紧。4、为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前装置一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。5、拔线速度宜控制在50~70 m/min。钢筋连拔不宜超越3次.如需再拔,应对钢筋内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。6、拔丝的成品,应随时查看砂孔、沟痕、夹皮等缺陷,以便随时替换拔丝模或调整转速。



鑫泽金属制品(伊犁市分公司)是一家以 扁钢为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 扁钢等,争取为每一位客户提供 扁钢整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。
