


以下的套筒式声测管视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:套筒式声测管的图文介绍
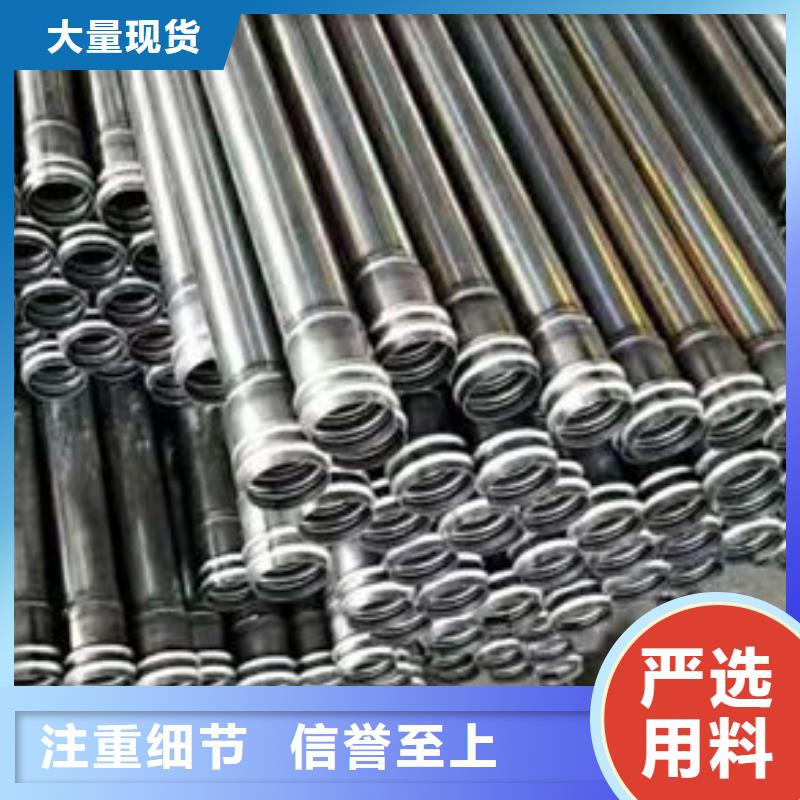
产品特点图

焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。

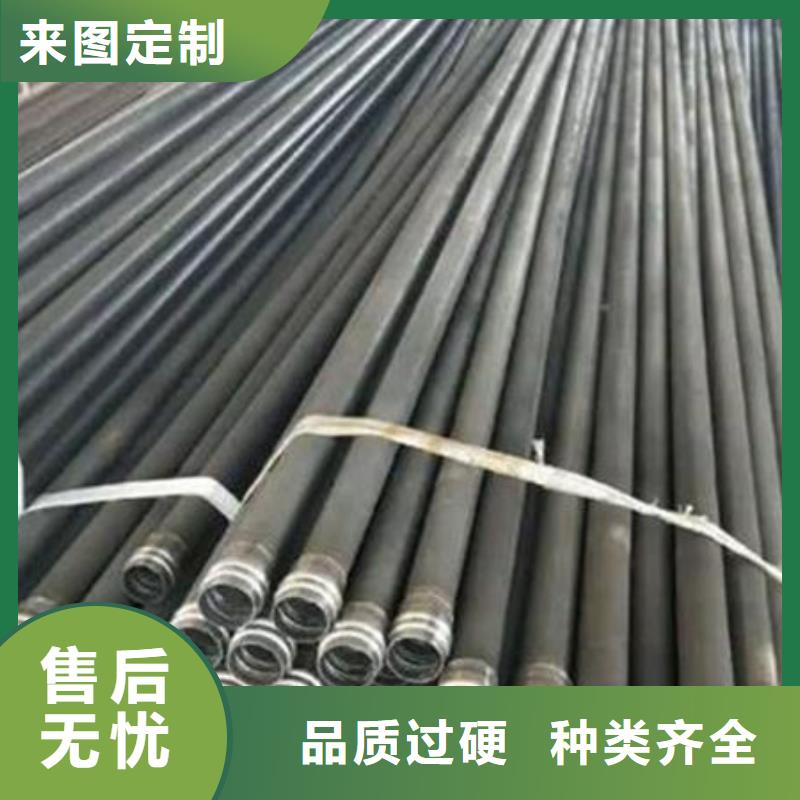
适用范围


宝益德钢管(唐山市分公司)是一家从事[关键词销售]的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大钢厂建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和市场管理,力求为国内外客户提供快捷而优质的服务。



为什么选择我们

注浆管安装关键施工工艺流程:台模加工、安装一注浆管加工一弹簧钢筋骨架、网片绑扎一注浆管及安装预埋预留一侧模安装一工序验收一混凝土浇筑一混凝土养万方数据厚为确保台模的整度,钢板接缝焊缝应均匀。 1.每块台模就位时将蒸汽探头等敷设在台摸底部,安装就位后调整靠模。根据实际需求安装1200m两侧成型好的钢筋应进行升类摆放井做好标识。 2.注浆连接钢筋a径小于等于16时,连接钢筋a径大于16。 3.根据构件,将弹簧骨架注浆管切割下料。切割面必颁平繁、无毛刺。其平段长度必须≥连接钢筋措接、注浆管弯曲过程中不褂小现注浆管内径压辅、裂隙等现象注紫m与fl装忤成45-56.

