您的位置>首页 >台江当地频道中心 >
不锈钢复合管护栏 【景观】护栏源厂供货
更新时间: 2025-05-30 14:59:02 ip归属地:福州,天气:晴转多云,温度:17-28 浏览次数:1
以下是:不锈钢复合管护栏 【景观】护栏源厂供货的产品参数
| 产品参数 |
|---|
| 产品价格 | 215元/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 8989999 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 桥梁 道路 公路 公园 景观 |
|---|
| 品牌 | 鑫海达 |
|---|
| 产地 | 山东 |
|---|
| 是否直销 | 厂家直销 |
|---|
| 是否定制 | 可定制 |
|---|
| 型号 | 201/304/316 |
|---|
| 颜色 | 按需喷色 |
|---|
| 尺寸 | 按需定做 |
|---|
以下是:不锈钢复合管护栏 【景观】护栏源厂供货的图文视频
导读 选购不锈钢复合管护栏 【景观】护栏源厂供货来福州市台江区找鑫海达金属制品(台江区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:许经理-【15106359749】,地址:[开发区工业园]。 福建省,福州市,台江区 2022年,台江区地区生产总值678.6亿元,增长5.6%。
为了让您更地了解我们的不锈钢复合管护栏 【景观】护栏源厂供货,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:不锈钢复合管护栏 【景观】护栏源厂供货的图文介绍


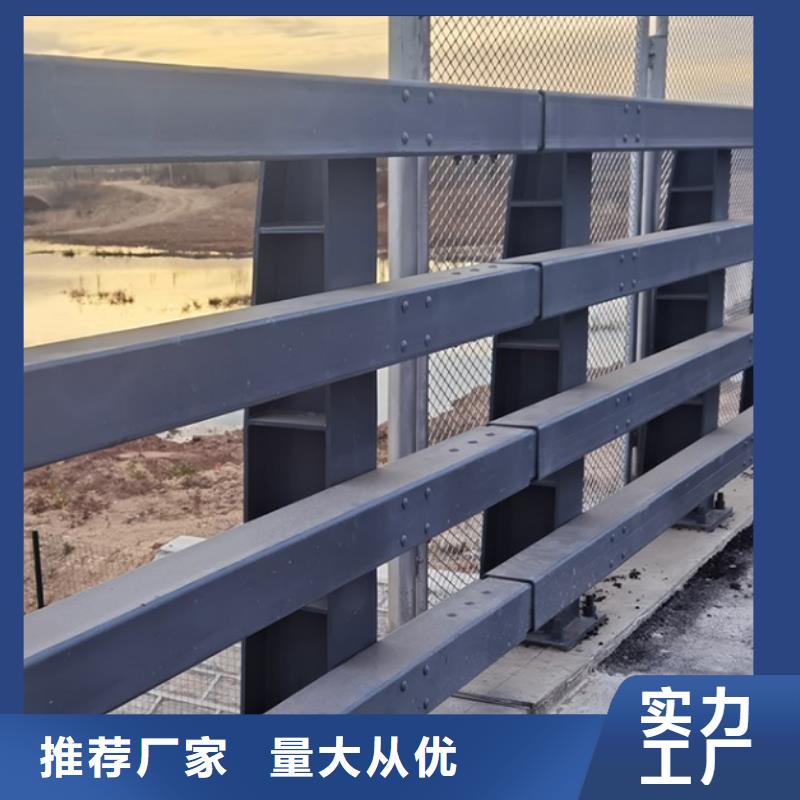
不锈钢复合管护栏——桥梁护栏栏杆分类:划分桥梁护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。一般常见的护栏形式有混凝土护栏、波形梁护栏和缆索护栏。
桥梁防撞护栏的组成:桥梁护栏的分隔功能:桥梁通过桥梁护栏可以将将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机动车、非机动车和行人分道行驶,提高了道路交通的性,改善了交通序。桥梁防撞护栏的阻拦功能:桥梁通过桥梁护栏可以阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它要求桥梁护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。桥梁防撞护栏的警示功能:桥梁通过安装桥梁防撞护栏使桥梁防撞护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。桥梁防撞护栏的美化功能:桥梁通过桥梁防撞护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调,起到美化桥梁、美化环境的作用。



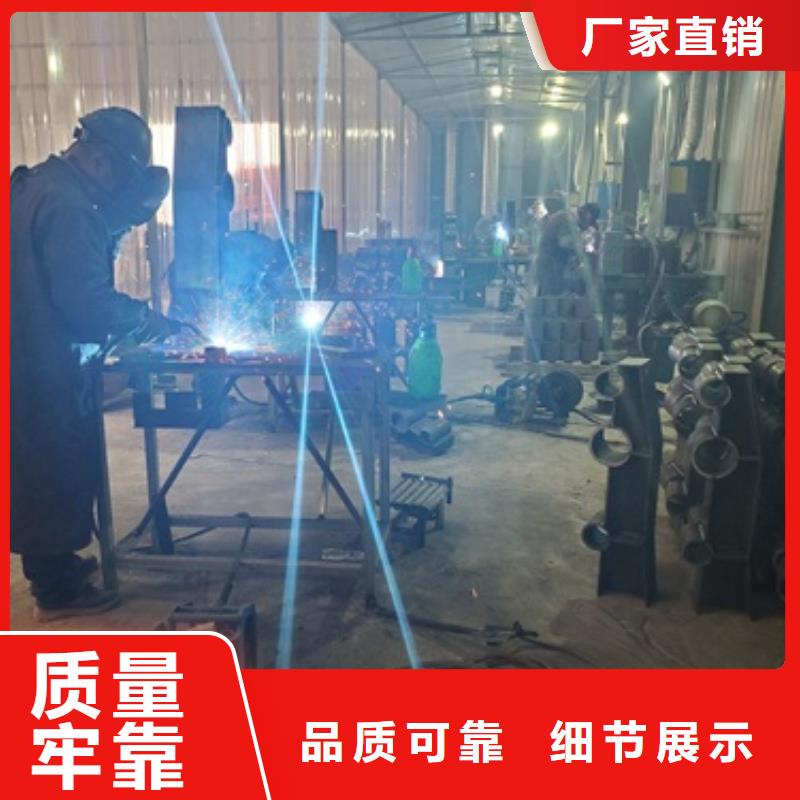
鑫海达金属制品(台江区分公司)是专业从事【【波形护栏】】生产的专业厂家,座落在享有【【波形护栏】】之都-福州台江工业园区内,交通便利,经济繁荣。本公司自创建以来本着开拓、奋斗、进取的精神,对技术工艺精益求精,现已发展成为具有一定规模的【【波形护栏】】专业制造企业,【【波形护栏】】产品畅销全国各地,赢得广大用户的赞誉.


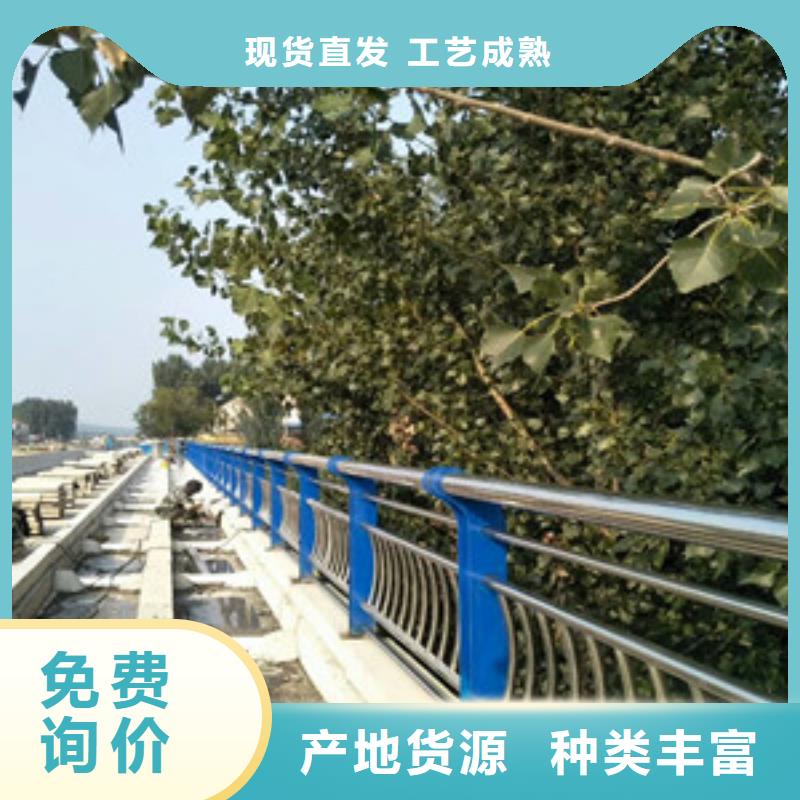
不锈钢复合管护栏的高度
不锈钢复合管护栏的首要功用是保证人、车的,这就要求栏杆要有足够的强度和刚度,经得起拥堵和冲撞,给人心理上带来可依靠的感。故要求不锈钢复合管护栏高度应不阻碍人们的视野,当桥面高出水面(即梁下净空)3m以上时,不锈钢复合管护栏扶手顶面高约1m;当净空小于3m的小桥时,可降低栏杆的高度;当桥下净空较高时,不锈钢复合管护栏高度可达1.3m。
锈钢复合管护栏的根本作用
安装不锈钢复合管护栏是每一个工程建设必备的条件选项,也是家居生活的高标准。不锈钢复合管护栏在整个行业中,以它不同的型号,不同的材质,不同的规格,都能够满足多行业领域的空间建设。让越来越多的消费者,根据市场的实际销售模式,和自我的需求,进行商品的有效选购。它长久的使用寿命,坚固耐用的使用特点,以及防腐蚀,氧化的相关使用模式,更能够成就市场的运营价值。



交通设备犹如无声的言语,对保证行车、减轻事端程度、改进路途景象等方面起着重要的效果。跟着乡镇化建造如火如荼的展开,乡镇路段从无到有,从旧到新,从泥泞变得平作为交通设备之一,交通护栏一向被"委以重任。
每一种等级的各种方式护栏均应依据运用路段,依照点评等级相应的车辆总质量,挑选小型客车、大型车辆两种车型进行实车磕碰实验。小型客车首要进行车内乘员头部功能目标、胸部功能目标、腿部功能目标、车体三方向加速度、车辆运转轨道等项目的测验;大型车首要进行护栏的防撞才能、动态变形量和车辆运转轨道等项目的测验。
车辆与护栏发作磕碰时应能确保车内乘员的生命,不遭到严峻损伤。不锈钢复合管护栏应可以有效地阻挠车辆并对车辆进行导向,制止车辆任何方式的穿越、翻越、骑跨、下穿护栏。护栏应有杰出的导向功能,车辆磕碰后的驶出视点应小于磕碰视点的60百分之、磕碰后实验车辆应坚持正常行进姿势,不发作横转、掉头号现象。
在磕碰过程中,脱离组件、磕碰碎片(护栏的碎片)、或其他护栏上的磕碰物不能侵人驾驭室内及阻挠驾驭员的视野。护栏的动态变形量。刚性护栏的动态变形量小于或等于无论是哪一种方式的护栏。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
总结 今年在福州市台江区购买不锈钢复合管护栏 【景观】护栏源厂供货有了新选择,鑫海达金属制品(台江区分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管护栏 【景观】护栏源厂供货产品。如需购买或咨询,请随时联系我们,联系人:许经理-【15106359749】,地址:开发区工业园。