
产品视频展示,助您洞悉不锈钢焊管,904L不锈钢卷板 N年专注产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:不锈钢焊管,904L不锈钢卷板 N年专注的图文介绍

松润金属材料(宁都县分公司)共占地面积30亩,是一家集设计、制作、安装为一体的大型 16mm耐高温板公司。拥有现代化的 16mm耐高温板铸造生产线和配套设备,公司将竭诚满足客户不同层次的需求,使客户能以实惠的价格获取新颖、别致、富有创意的设计方案及质量的产品和服务。
我们的宗旨始终是:注重客户需求,重视工艺创新,以其品质和诚信服务,为社会创造优质 16mm耐高温板!创造一个绿化、美化、生态的人居环境;营造一种文明、高雅、时尚的文化氛围;本公司将与广大客户一道,携手共进,共创美好未来!


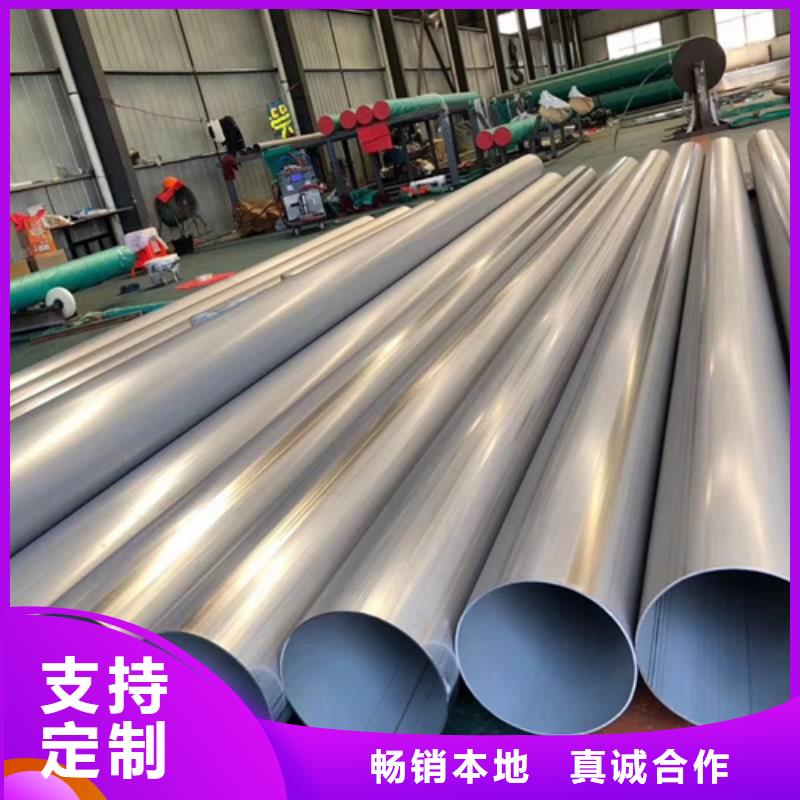
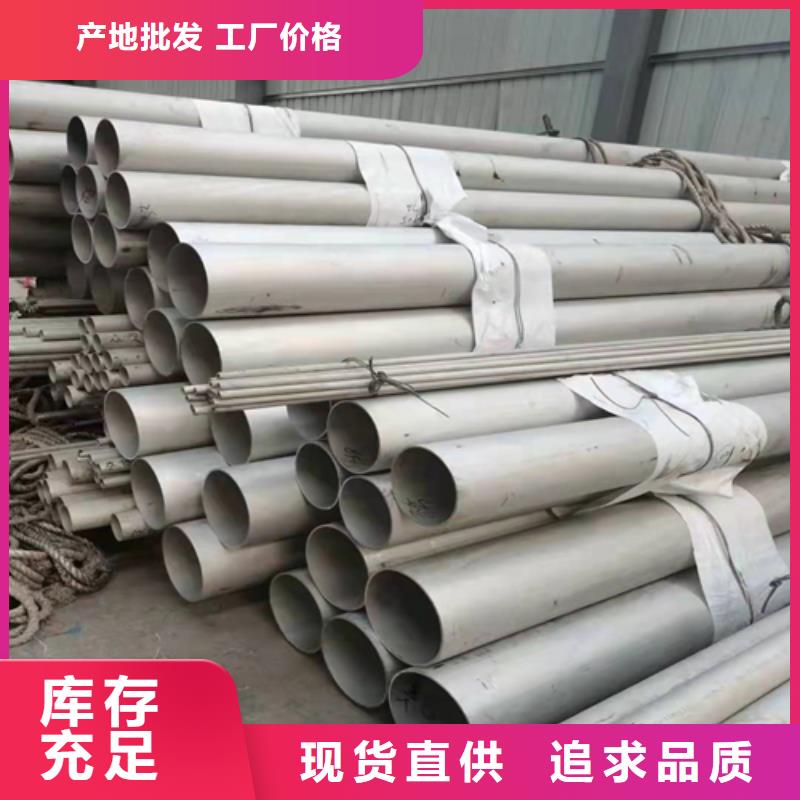
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚



松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,样计算不锈钢焊管所能承受的压?不锈钢焊管因其耐?压的特性被?泛的应?到各个?业,我们都知道不锈钢焊管是耐?压的,那么它到底能承受多?的压?呢?接下来,学习?下:1、计算公式:2X壁厚X(抗拉强度X40%)/外径2、316、316L、TP316、TP316L——抗拉强度:485MA3、321、304、304L——抗拉强度:520MA304不锈钢管的抗拉强度是520MPA316不锈钢管的抗拉强度是485MPA?不锈钢焊管能承受的?压除了材质不同能承受压?值??不?样之外;不锈钢焊管所承受的压?如何计算,外径和壁厚也是?常重要的因素,壁厚越厚,能承受的压?值越?,?如同样外径,10个厚的不锈钢管就?5个厚的不锈钢管能承受的?压要?的多;另外,还与外径有关,外径越?,能承受的压?值越?,?如同样的壁厚,外径越?能承受的压?值越?。不锈钢焊管所承受的压?如何计算:?压试验压?: P=2SR/D,S是指壁厚,r指抗拉强度的40%,D指外径;不锈钢焊管所承受的压?如何计算,下?举例说明:304不锈钢焊管规格:159*3P=2*520*0.4*3/159=7.84MPA316不锈钢焊管规格:159*3P=2*485*0.4*3/159=7.32MPA



松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
