您的位置>首页 >恩施当地产品新闻 >
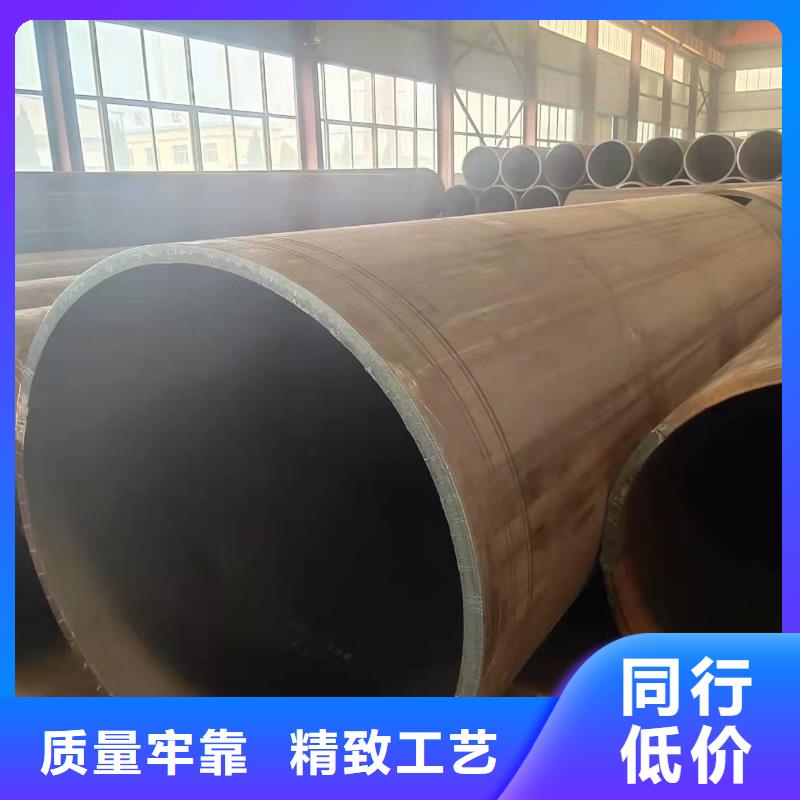
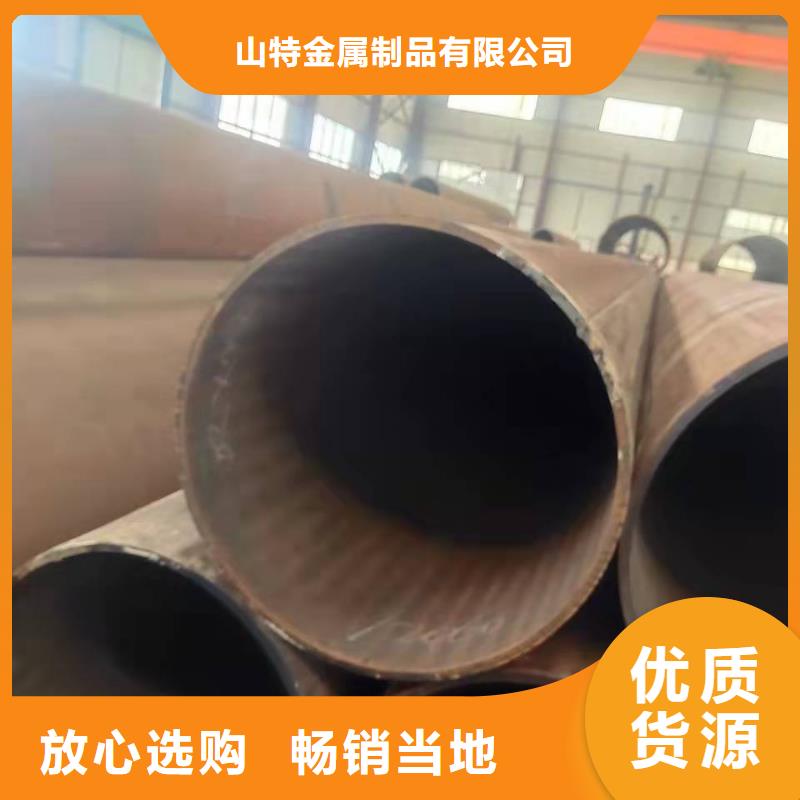
710*20大口径钢板卷管910*20大口径钢板卷管价格实惠
更新时间: 2025-06-13 11:18:13 ip归属地:恩施,天气:晴,温度:20-36 浏览次数:9
以下是:湖北省恩施市710*20大口径钢板卷管910*20大口径钢板卷管价格实惠的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
| 范围 | 710*20大口径钢板卷管910*20大口径钢板卷管生产基地位于【聊城】,供应范围覆盖湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县等区域。 |
|---|
以下是:湖北省恩施市710*20大口径钢板卷管910*20大口径钢板卷管价格实惠的图文视频
导读 【山特】业务覆盖多领域场景,主营武汉滤水管厂家、宜昌桥式滤水管、黄石打井无砂管、荆州方矩管厂家、咸宁钢板卷管、来凤打井无砂管、鹤峰钢板卷管厂家等产品服务。710*20大口径钢板卷管910*20大口径钢板卷管价格实惠_山特金属制品(恩施市分公司),联系人:张经理,经济开发区汇通国际金属物流园 发货到 湖北省 武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县。 湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是适宜人类居住的地区之一。

<恩施>山特金属制品有限公司本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的恩施滤水管厂家产品,为你节省不必要的浪费,提供合理,可靠的建议。对恩施滤水管厂家产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。


钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
总结 您是想要在湖北省恩施市采购高质量的710*20大口径钢板卷管910*20大口径钢板卷管价格实惠产品吗?山特金属制品(恩施市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的710*20大口径钢板卷管910*20大口径钢板卷管价格实惠产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-【15206358344】,地址:《经济开发区汇通国际金属物流园》。