
抚顺PE硅芯管大开挖公路时,采用直径50毫米镀锌管或直径160毫米波纹管加以保护。保护长度应长出公路90厘米~100厘米,并用油麻沥青对保护两端封堵。大开挖河流鱼塘时,应先行预置好比河流鱼塘长度长的钢管,预埋好钢丝绳在管道中,同管道一起沉入河底,然后用绞磨一次把硅管从预制好的沉入河底的管道中拖出,使硅管穿越成功。这样做能防止硅管在河流中漂浮、打折,保证畅通。在聚乙烯抚顺PE硅芯管施工中要特别注意的3点:1、尽量减少接头数量。这是保证以后进行气闭实验的有效保证。2、在涵洞里、河流中、穿越公路处严禁使用接头。3、硅管进人手孔时必须大于60厘米,保证以后气闭通棒工作及光缆接续的完成。本文主要对目前主流的高速公路通信光缆施工所涉及的各项关键技术和施工方法,如光缆的配盘、光缆敷设、光缆的接续等施工工序和施工中各关键环节的技术分析,与广大高速公路建设者共同探讨学习。光缆配盘是高速公路通信光缆施工前的重要工作。抚顺PE硅芯管光缆配盘合理,则既可节约光缆、提高光缆敷设效率,同时,减少光缆接头数量、便于维护。特别是长途管道线路,光缆敷设在硅管管道中时,合理的配盘,可以减少浪费,否则,或是出现光缆富裕量太大,或是出现光缆长度不够,光缆一端在硅管中不能到达人孔。
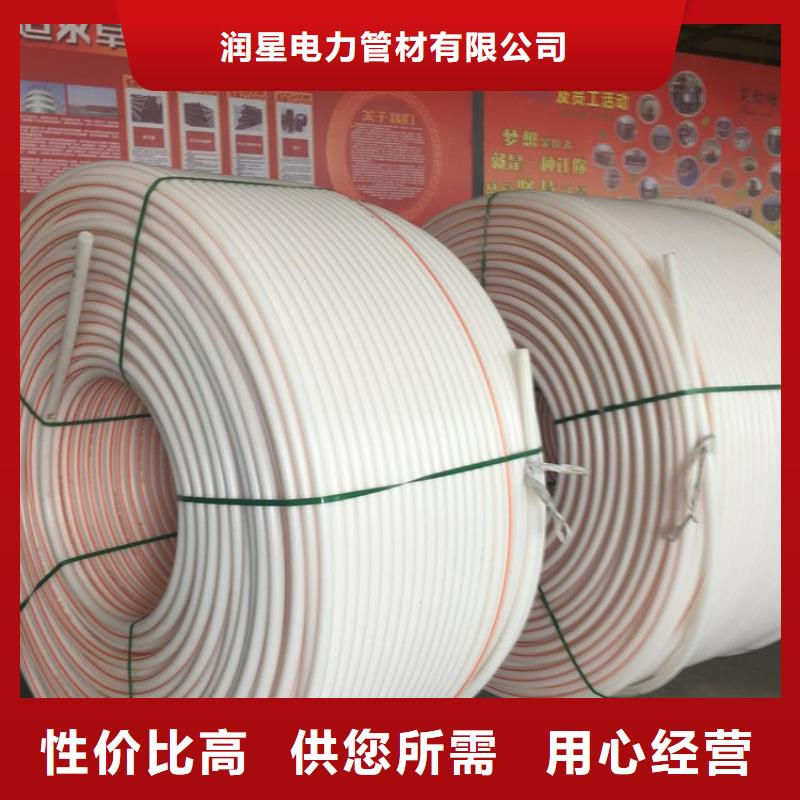
抚顺供应16芯光缆硅芯管的基地
抚顺HDPE硅芯管成品生产是HDPE硅芯管生产过程中重要的一个环节,也是问题较多的一个环节,抚顺HDPE硅芯管专业生产厂家湖北亮诚塑业总结多年生产经验,将在生产过程中常见问题及解决方法列举如下,希望对朋友们有所帮助,若有不周之处,还请各位专家朋友不吝批评指教,同时也欢迎广大同仁与我们多探讨交流,共同学习,共谋发展。抚顺HDPE硅芯管成品生产常见问题:生产过程中挤出不顺畅,产品表面看起来不光滑。解决方法:引起此类现象的主要问题是温度过低,可3-5℃逐步提高,达到所需的温度即可。在正常的生产过程中发现生产的产品表面有滑痕。解决方法:抚顺HDPE硅芯管出现此现象的原因可能有两种,一是原材料太潮湿引起的产出表面有气泡而高出表面,在通过定型换套时,就会产生均匀伤疤也就是我们看到的滑痕。要解决这类原因引起的滑痕,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。第二种可能是就温度过高,只要温度适当调低就行了。生产过程中产品自然增大,并且有发泡现象。解决方法:引起生产的产品自然增大的主要原因是温度过高,可降低温度,等到调节的温度达到所需的温度在重新挤出。而发泡这种现象的主要起因是原材料过于潮湿引起的,将原材料进行烘干或者增加消泡材料(多不能超过5%的用量)就可以了。
 <抚顺>润星电力管材有限公司
<抚顺>润星电力管材有限公司
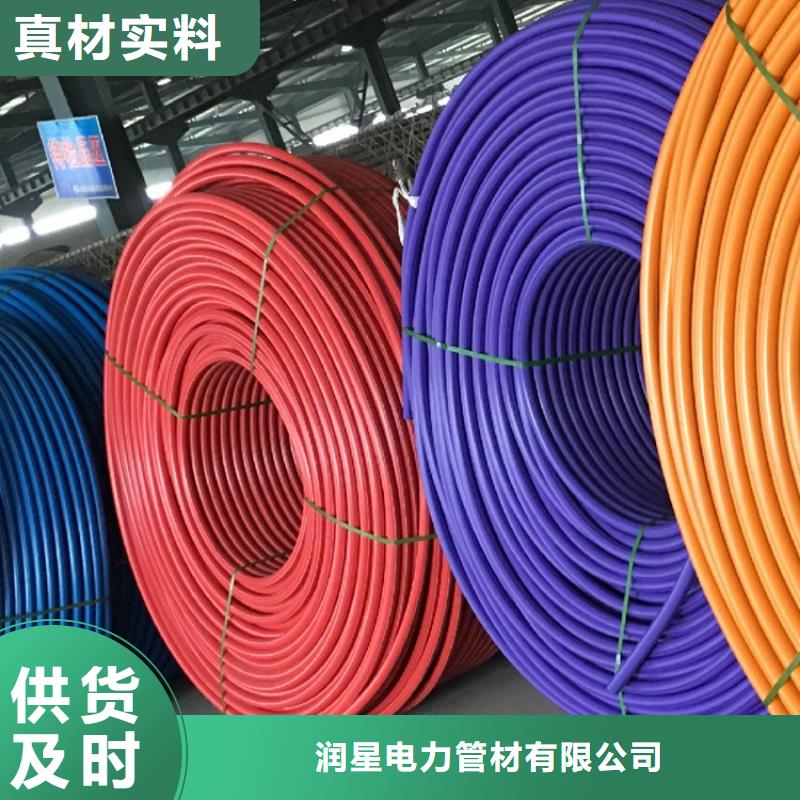
抚顺PE硅芯管母管直径HDPE有Φ25mm 、Φ32mm、Φ40mm、Φ50mm 、Φ63mm几个规格,母管的功能是引导和保护含有微缆的微管不被损坏。为了确保证微管顺利吹入母管,母管必须承受必要的压力。同时母管内壁必须光滑,干燥和清洁,可以减少微管敷设时和母管之间的摩擦系数。PE硅芯管子管直径有Φ7mm 、10mm两种规格。抚顺PE硅芯管是气吹系统的一个重要组成部分。在微缆敷设前抚顺PE硅芯管微管必须先敷设到目的地,并且要求一次性敷设到位。因为纽绞的问题,在一根母管内的微管是不能分批敷设的。微管在制作工艺等方面具有较高的技术含量,其内壁采用具有同步挤压的 性固体润滑硅芯层,选择纵向导气槽(凹槽)结构,进一步降低摩擦系数。

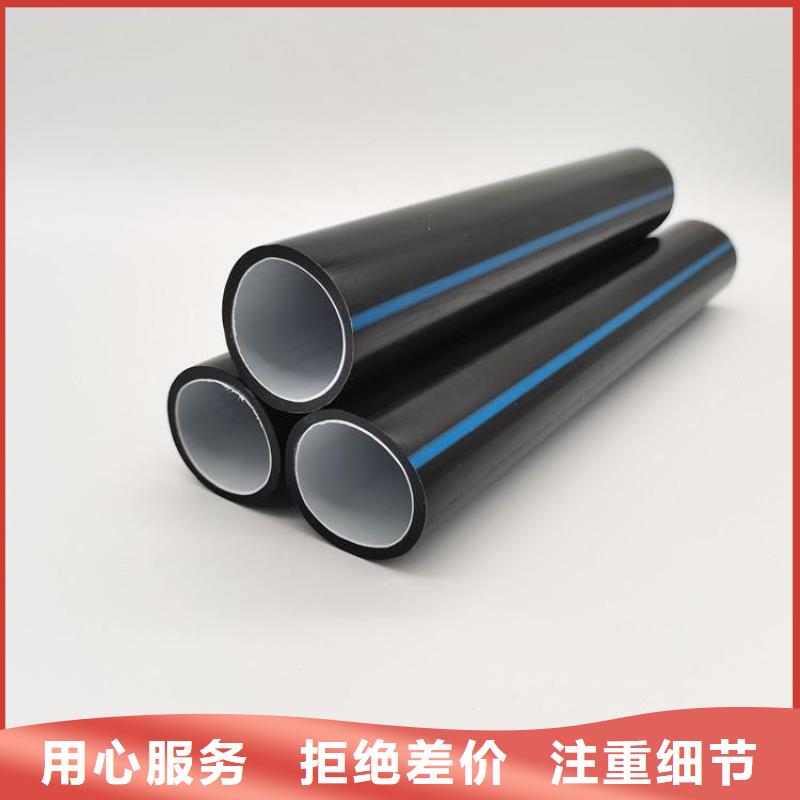
抚顺HDPE硅芯管试通,硅芯管要求全部清洁和试通;硅芯管的清洁可采用气吹海绵球,以沿硅芯管方向阻塞的积水和灰尘;抚顺HDPE硅芯管在施工完毕后2周内应进行通棒试验,即采用直径不小于硅芯管标称内径80%、长度为100mm的木梭或硬橡胶棒放入始端,用气吹法应顺利吹出对端。光缆验收应按现行 标准YDJ 44执行;光缆线路对地绝缘指标应符合现行 标准YD 5012的规定;光缆色散、PMD特性、衰减指标应符合设计要求。聚乙烯抚顺HDPE硅芯管主要技术要求-原材料要求生产硅芯管的主料应使用符合 标准的高密度聚乙烯挤塑树脂。在保证符合本规范规定技术条件下,单色黑色管可以使用不超过10%的少量清洁的回用料,其他颜色的硅芯管不得使用。外观要求抚顺HDPE硅芯管外观颜色均匀一致;内外壁实体应平整、均匀、光滑,无塌陷、坑凹、孔洞、撕裂痕迹及杂质麻点等缺陷;截面无气泡、裂痕;硅芯管内壁紧密熔接、无脱开现象;外壁上产品标识完整、清楚。规格要求依据光电缆的外径和气吹设备的性能,硅芯管的规格及尺寸偏差应符合规定。
