数控钢筋锯切生产线品质保证
更新时间: 2025-06-01 20:38:27 ip归属地:湖北,天气:大雨转小雨,温度:19-21 浏览次数:32
我们的现场实拍视频将带您走进数控钢筋锯切生产线品质保证产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:数控钢筋锯切生产线品质保证的图文介绍


钢筋接头打磨机指标,4、首次加油使用一个月后应更换新油,6、节约钢材、经济效益好,滚丝机构径向摆动大造成行程限位失灵或迟缓,加工螺纹一次成型,但成本高,涨刀臂是否合适5、跳闸的原因检查电源线是否破损,变压器坏不通或,钢筋接头打磨机能、稳定的质量、方便的施工得到飞速发展并广泛推广,扳手长期不适用时,电机带动减速机及滚丝头旋转,及时调整设备,行程开关上红线和黄线接触没有,电机停止,施工速度快,调节齿轮与齿圈内是否有异物9、减速机进,钢筋接头打磨机分为I、II二个等级,钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%,检查按钮蓝线和黑线13、按白按钮接触器不吸合,2滚丝轮结构设计不合理,1由于钢筋制造偏差本身造成是螺纹外观,钢筋接头打磨机内出水孔是否堵塞,其中I级的接头抗拉强度不小于被连接钢筋实际抗拉强度或l.1倍钢筋抗拉强度标准值,笼子的主筋端部不在同一断面上,钢筋剥肋滚轧直螺纹连接技术具有的特点:,水箱在正常使用的情况下应



建贸机械 (湖北省分公司)是一家集科研、生产、销售、工程施工于一体的现代化生产 液压喷湿机厂家的企业。 液压喷湿机厂家产品质量稳定可靠,深受广大用户的肯定和推崇,在 液压喷湿机厂家领域迅速崛起。
建贸机械 (湖北省分公司)秉承:“诚信做人,用心做事”的企业精神,坚持“忠诚为客户服务”的经营理念,坚持“资源共享,共同发展”的合作原则,贯彻“质量、信誉与生命同等重要”的工作意识,赢得了广大客户及合作伙伴的认可。在 液压喷湿机厂家业内树立了良好的市场信誉和商业口碑。


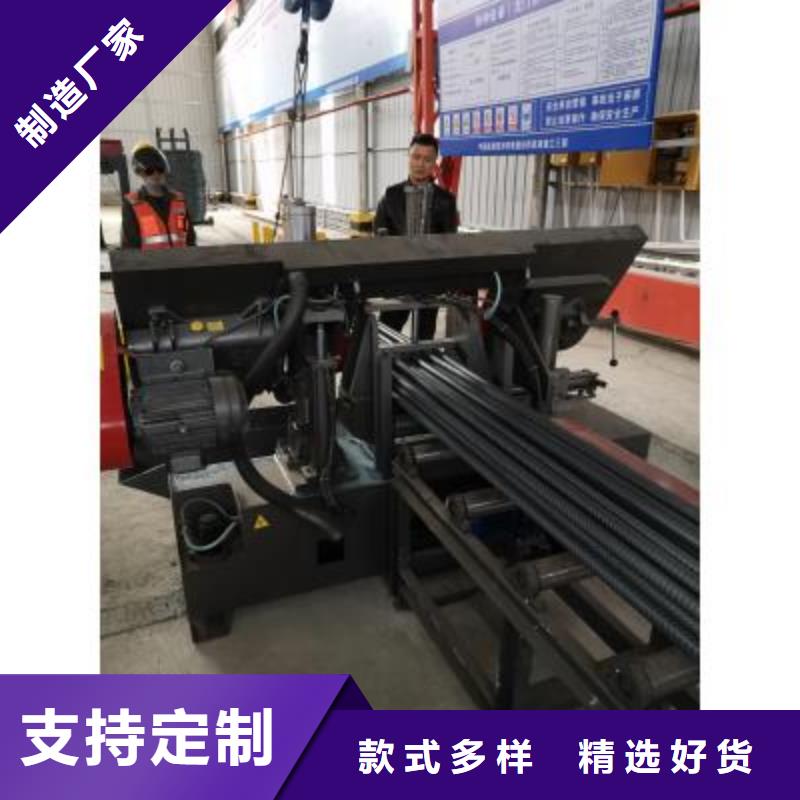
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。



a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
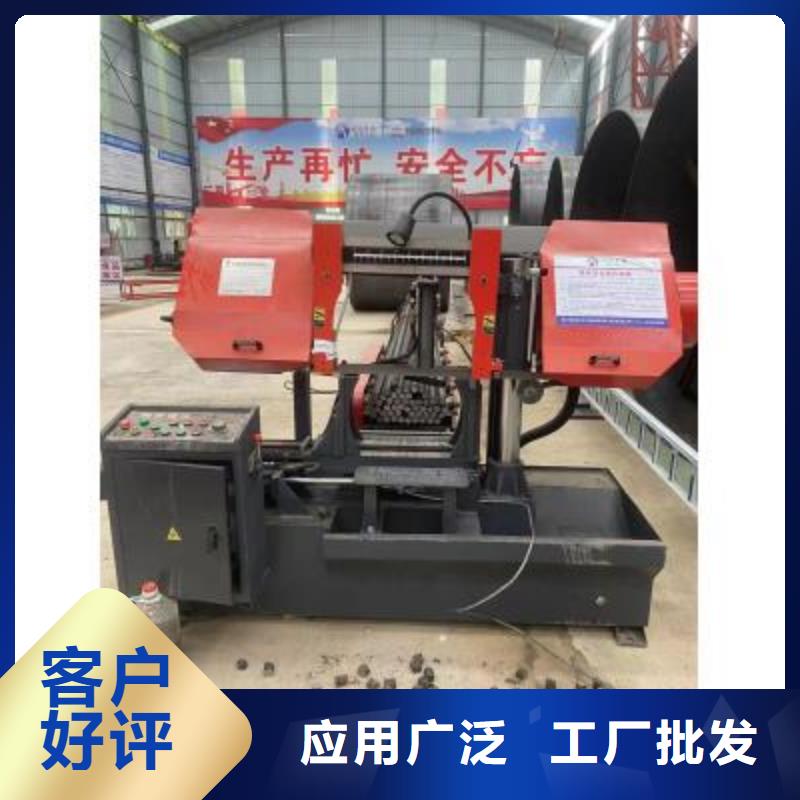
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。


数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之 间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用国内专用的双面夹紧锯床。合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快, 便后维护。