

联系我们

桥梁栏杆-点击咨询
更新时间:2025-06-03 14:19:40 ip归属地:抚州,天气:多云,温度:20-27 浏览次数:6 公司名称:聊城 聚晟护栏制造(抚州市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 216 |
| 发货期限 | 1-3 |
| 供货总量 | 不限 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |

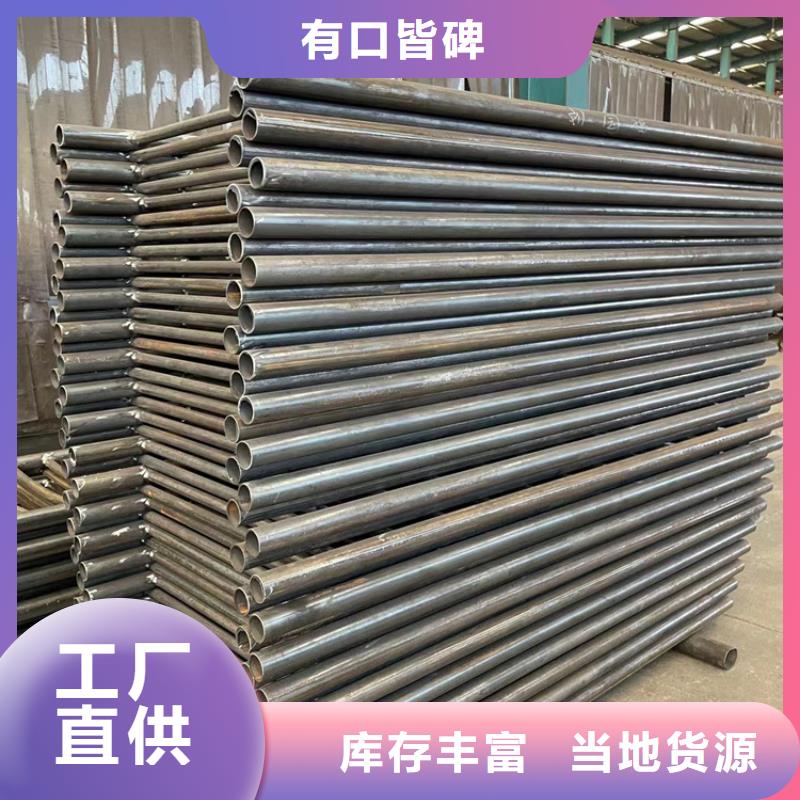

公司拥有多条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。不锈钢复合管护栏、201不锈钢复合管护栏、304不锈钢复合管护栏、桥梁护栏、不锈钢碳素钢复合管护栏厂家、不锈钢复合管价格、不锈钢复合管规格表、不锈钢复合管厂家、不锈钢/碳素钢复合管栏杆、不锈钢复合管价格先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管标准 设备先进,工艺先进的大的不锈钢厂无论是在合。金元素的控制,杂质的去除,钢坯冷却温度的控制都能得到保证,因此产品质量稳定可靠,内在质量好,不易生锈。反之。的。其生产企业的冶炼工艺也会影响不锈钢的耐腐蚀性。冶炼技术好。 工艺落后,冶炼过程中,杂质不能去除,生产的产品难免会生锈。其外部环境,气候干燥通风好的环境不易生锈。而空气湿度大,连续阴雨天气,或空气中含酸碱度大的环境地区就。易生锈。一些小的钢厂设备落后304材质不锈钢,如果周边环境太差也是会生锈的。不锈钢复合管的鉴别方法如今,不锈钢复合箮行业迅速发展起来,因此出现了许多的。
 <抚州>聚晟护栏制造有限公司
<抚州>聚晟护栏制造有限公司
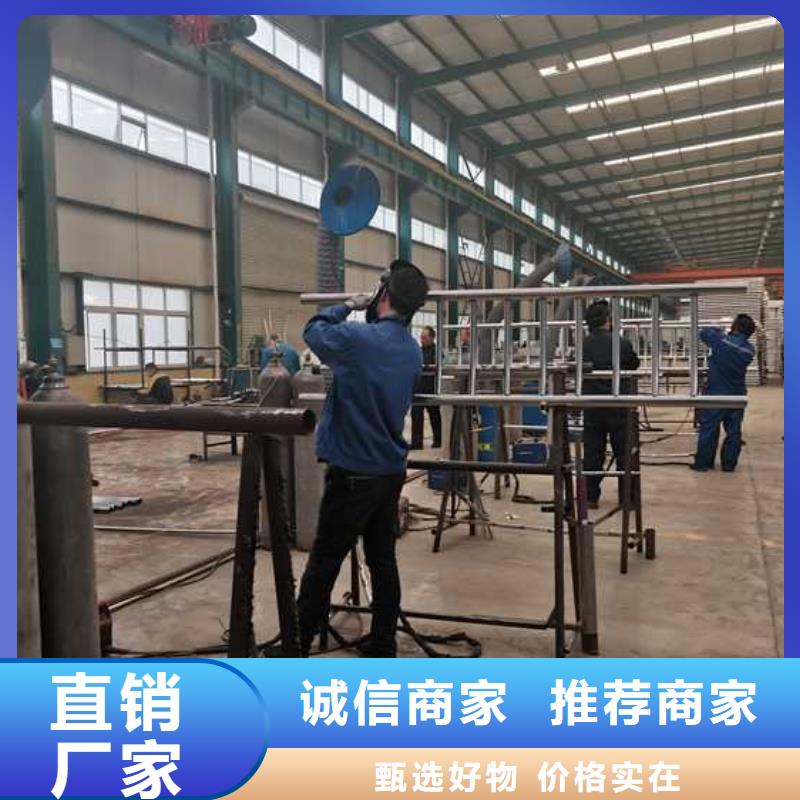
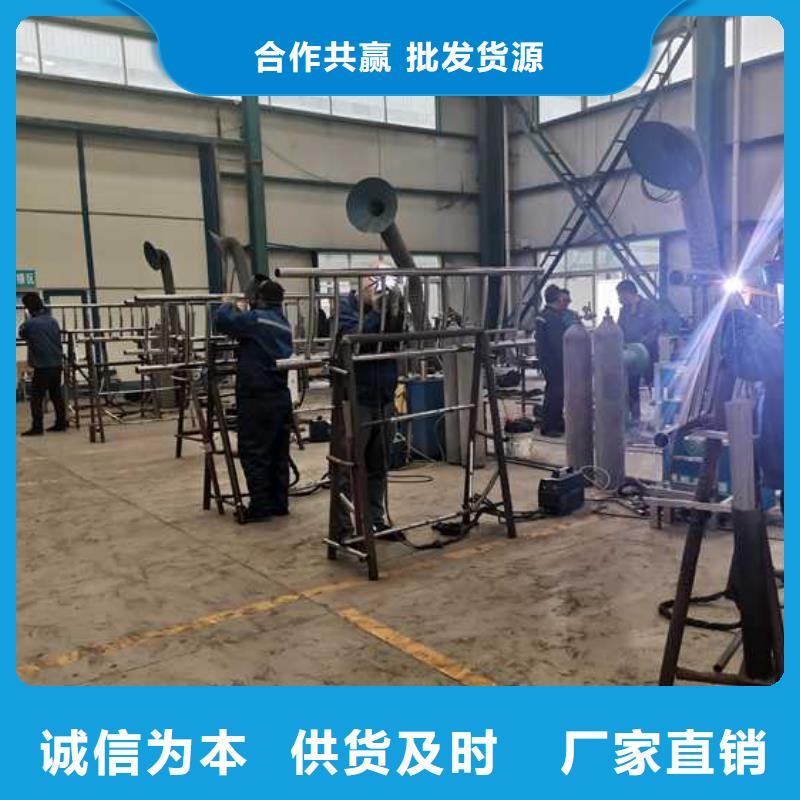
扶手与墙体面的连接也同样采取上述方法。2、放线在加埋件施工的时候,可能产生误差,所以在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。3、焊接立柱安装立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。 4、焊接面管,玻璃连接件扶手与立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。 相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。5、抛光打磨全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。6、安装玻璃镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。 不锈钢复合管栏杆清洁保养注意不要发生表面划伤现象,不要用粗糙和尖锐的物料去擦洗不锈钢,是镜光的,要用一点的,不易脱落的布料去擦洗,砂钢和拉丝表面,要顺着纹路去擦,不然很容易搞花表面。避免使用含漂白成分以及研磨剂的洗涤液、钢丝球、研磨工具等,为避免残余洗涤液,腐蚀不锈钢表面,洗涤结束时要用洁净水冲洗表面。

对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。
抚州桥梁栏杆-点击咨询
对于内衬不锈钢复合管焊接时,先对破口进行封底焊接,便复层与基层不会脱离,封底焊接可接增加接头不锈钢层的厚度,使接头对错边,气孔等缺陷不,增强耐蚀能力.采用.弧焊封焊、打底和热焊、孚电弧焊填充和盖面的焊接方法,在适当的工艺参数,并采取适当的工艺措施,可保证接头的性能。 内衬不锈钢复合管栏杆有什么优点1、具有良好的机械性能;由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热系数小,尤其适宜高层建筑给水的立管与支管及地埋敷设用。 如何控制不锈钢复合管的焊接质量不锈钢复合管是一种新型金属复合材料具有不锈钢抗腐蚀和卓越美丽的外表及抗弯强度和抗冲击性。但由于它是将不锈钢板先卷制焊接,再与碳钢管一起冷拔而成,其基层与复层之间具有一定的空隙,这给焊接施工造成很大的困难。 那么不锈钢复合管有哪两种焊接措施呢首先是用磨光机制备正常坡口,但人挑选管内径差异不超过0.5毫米的复合管组对,用氩弧焊打底,但焊肉严禁超过复合层厚度。利用焊接过程的加热,使复合层与基层之间的油或锈产生的气体充分从坡口处的间隙蒸发溢出,过渡层焊肉也不得超过复合层厚度,第三第四道为正常焊接。