


联系我们

钢筋锯切水锯床大规模厂家
更新时间:2025-06-01 22:11:56 ip归属地:东莞,天气:多云,温度:24-31 浏览次数:7 公司名称: 建贸机械设备(东莞市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |
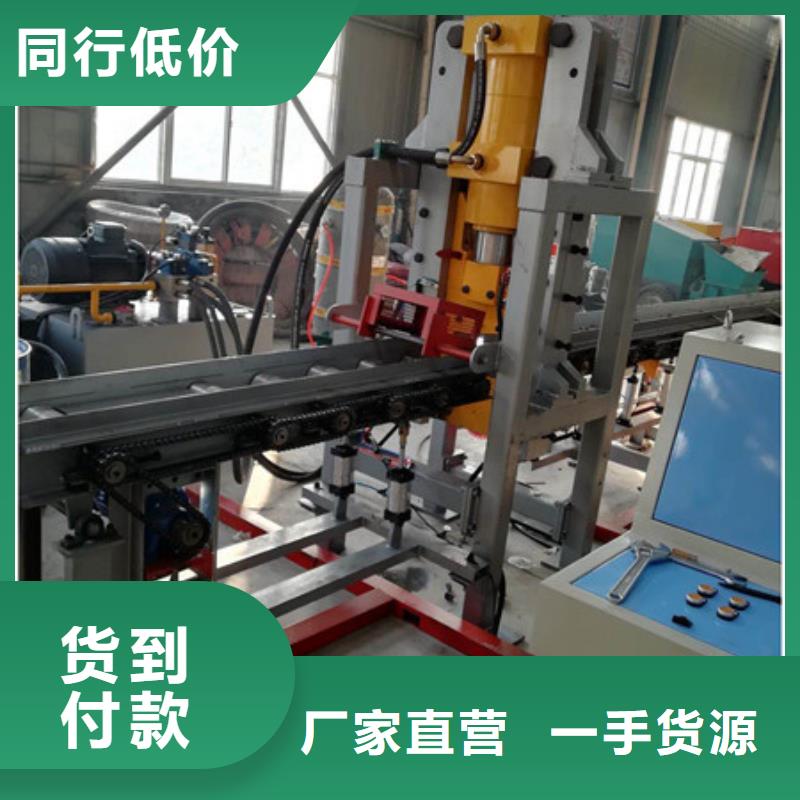



东莞钢筋锯切水锯床大规模厂家
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液
带锯床油一热液压柱升不起来的原因分析
带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
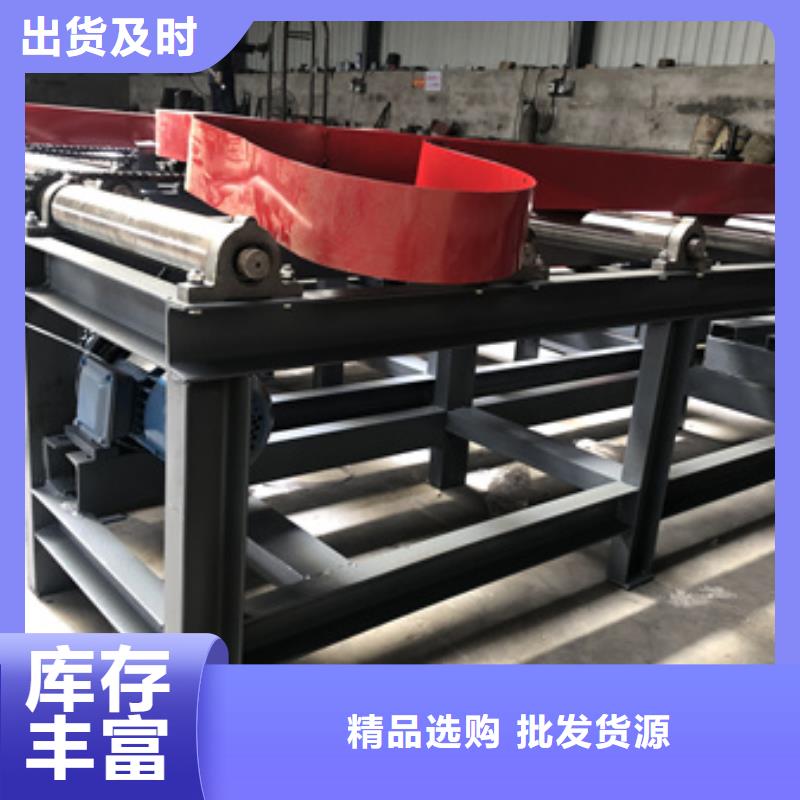
我厂专业生产大型带锯床;拥有100多名的售后服务队伍,完善的售后保证,保证每个客户问题及时反馈和处理;本厂常年保存充足的大型带锯床产品备件,用户随时的和需求。
我厂生产的各种产品具有铸造,加工、组装, 完成的能力,保证每台出厂产品的质量,拥有大型机加车间、情钢筋带锯机加设备及配套的相关技术工人,可根据用户的需要,为用户设计各种大型带锯床专用设备,可以,建筑,铁道,水电,交通,矿山等单位不同工程实际情况;除此外,我厂拥有一支具备专业能力的队伍,可以对外承揽技术服务。钢筋带锯床
2.大型带锯床根据配置不同价格不同,此价格为参考价格,具体价格以合同为准.温州钢筋带锯床市场行情息化和智能建筑,数字工地建设
3.大型带锯床发货周期为正常周期,根据产品不同型号不同货期也有所不同,具体发货时间以合同为准.
 东莞钢筋锯切水锯床大规模厂家
东莞钢筋锯切水锯床大规模厂家

双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
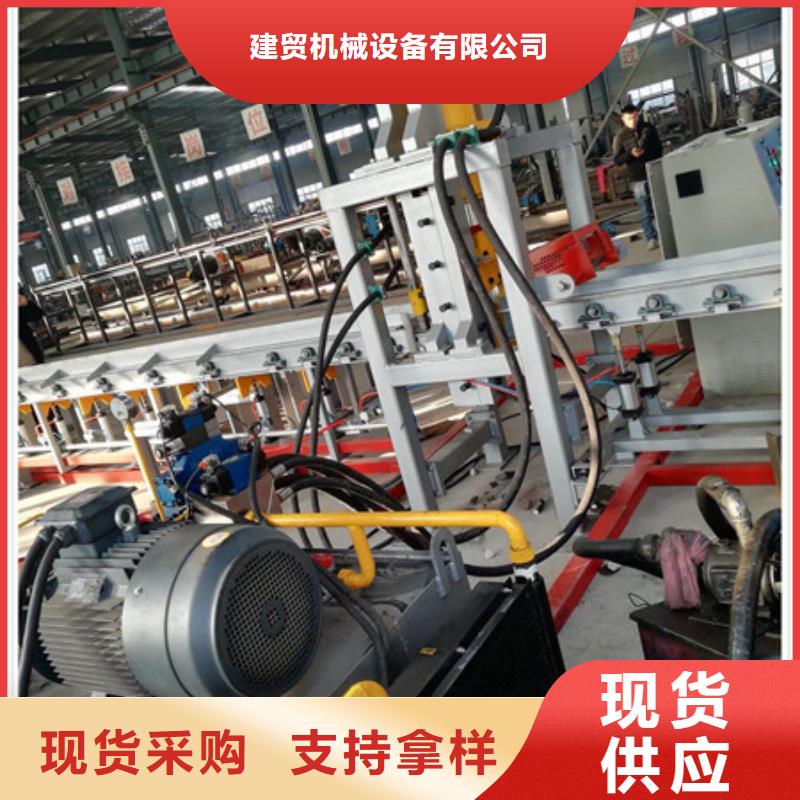
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
3、 锯条有必要拉紧,锯前试车空转3 — 5 分钟,以打出液压筒中和液压传动装置上各油沟中的空气,并检查锯床有无毛病、光滑油路是否正常。
4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。